Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму. Работать нужно в защитных перчатках
Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Как варить трубы из полипропилена

Торцеватель для армированной трубы
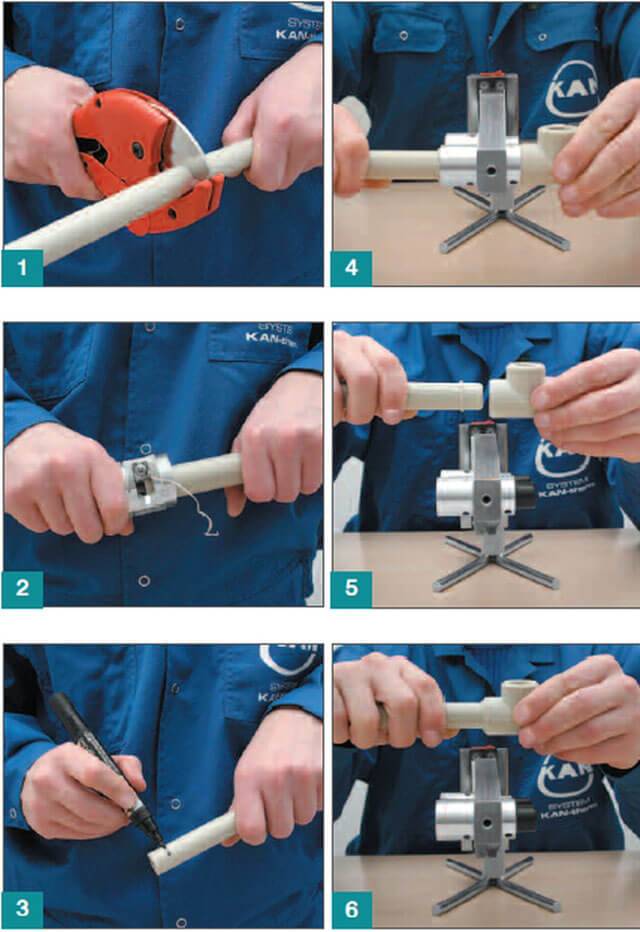
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
- Обрезка. Используют нож, не сминающий изделие. Если свариваются трубы диаметром более 40 мм, при муфтовом методе делают скос 45 градусов на конце
- Обезжиривание поверхности. При некачественном обезжиривании возможно образование “островков отторжения”, на которых не происходит соединение двух элементов
- Замер глубины вставки трубы в фитинг. Недопустимы как неполная вставка, так и приложение излишних усилий, в результате которого часть полимера выдавливается из места соединения и сужает внутренний диаметр
Зачистка свариваемого конца
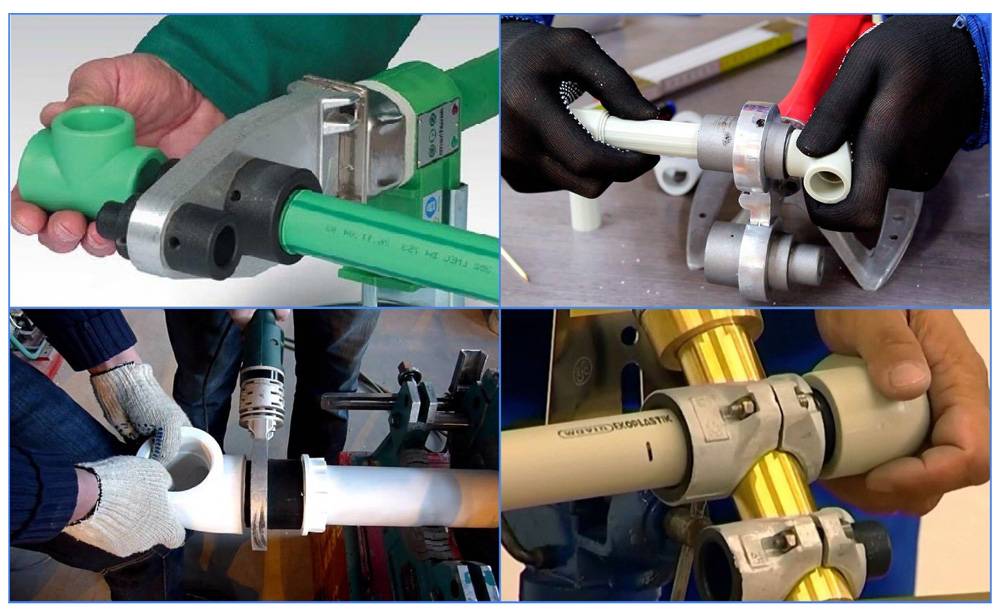
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
Таблица времени пайки труб из полипропилена:
| Диаметр трубы, мм | Оптимальное время нагрева, сек | Оптимальное время на спайку деталей, сек | Оптимальное время на охлаждение деталей, сек |
|---|---|---|---|
20 | 5-8 | 8 | 2 |
25 | 7-11 | 10 | 3 |
32 | 8-12 | 12 | 4 |
40 | 12-18 | 20 | 5 |

Как сделать парник своими руками: для рассады, огурцов, помидоров, перцев и др. растений. Из поликарбоната, оконных рам, пластиковых труб (75 Фото & Видео) +Отзывы






Технологии
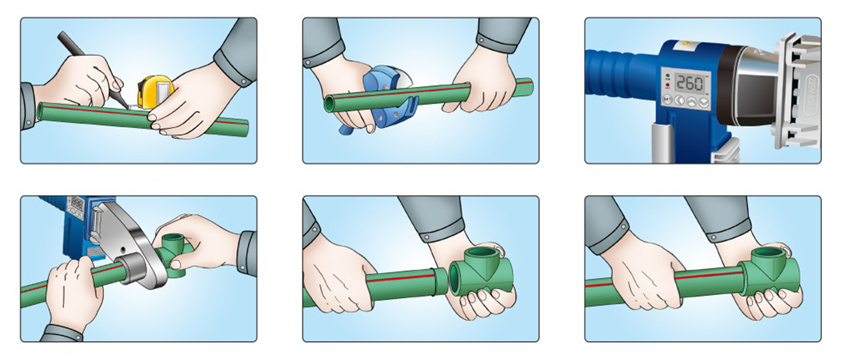
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницами
Как правильно наносить герметик в ванной
Инструкция для пайки
Оборудование и материалы

При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие

Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку

Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки

Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.








После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Советы по пайке PPR
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или
бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Перед сваркой нужно тщательно распланировать очерёдность сборки всех соединений. Порядок должен быть таким, чтобы у трубы или муфты был запас хода на извлечение насадки.
На первых этапах работы с полипропиленом нужно уделять больше внимания планированию.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться
за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно
вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит
излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки
паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы
в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно
пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть
картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного
оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева —
такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.







Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Способы соединения полипропилена
Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
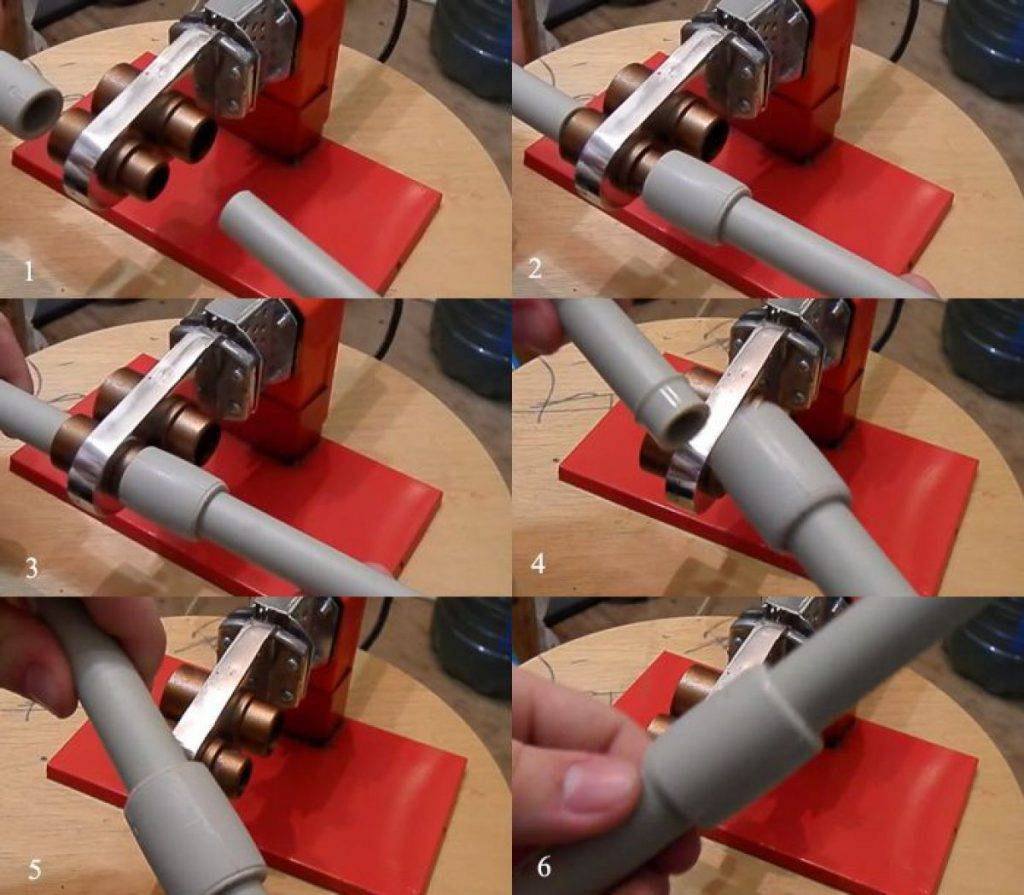
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Прямой (стыковой) метод
Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)
Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Этапы работ процесс сварки
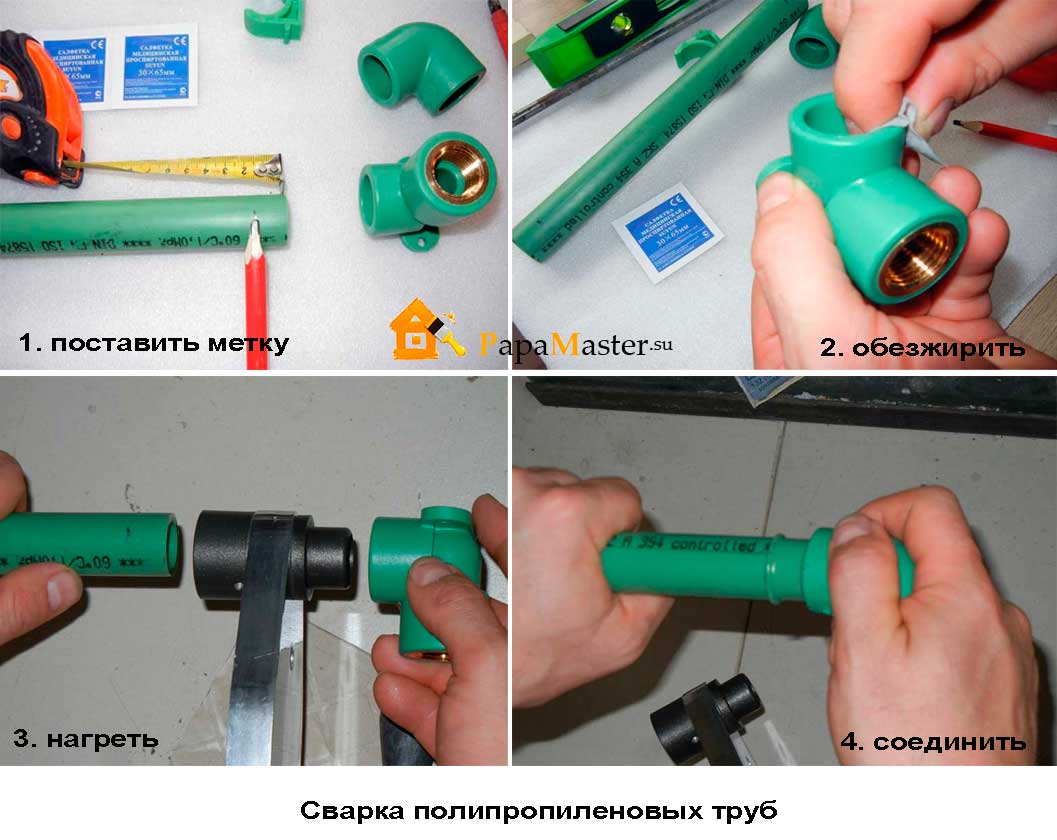
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.

![[инструкция] пайка полипропиленовых труб | видео](https://eco-kotly.ru/wp-content/uploads/d/2/6/d268a96ee542b244c26617003683ba81.jpeg)







![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://eco-kotly.ru/wp-content/uploads/6/c/0/6c07ac1af6b9de368c5b4706c87e5626.jpeg)
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
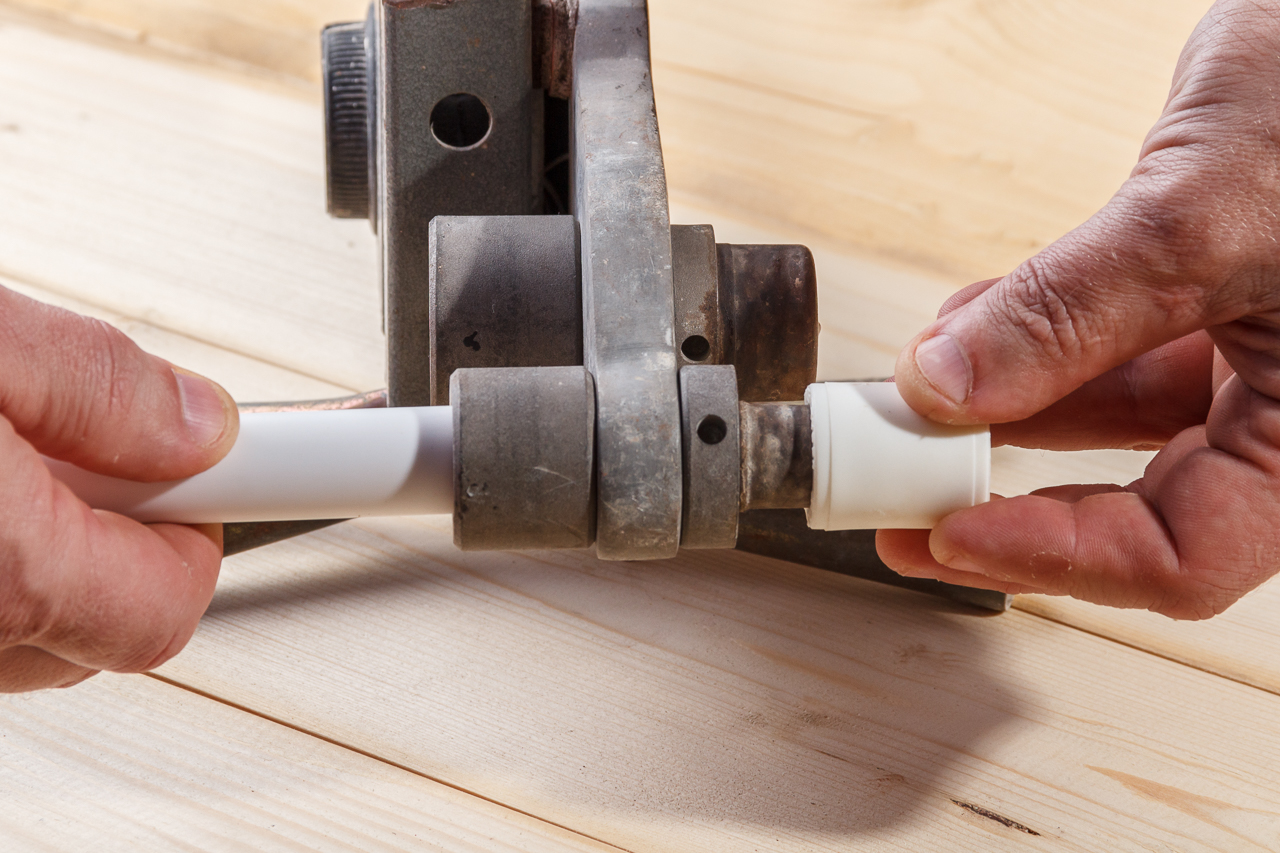
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Срок хранения меда в стеклянной таре при комнатной температуре
Вам понравилась статья?
Температура сварки ппр
 Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности
Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.








Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Какой клей выбрать
Клеевые составы для разных обойных полотен естественно несколько различаются. Флизелиновые полотна требуют наличия в составе модифицированного крахмала, состав продается в сухом виде в коробках из бумаги. Перед оклеиванием требуется подготовить его, перемешав с водой, процесс занимает 6-10 минут, должен получиться густой раствор, по консистенции напоминающий сметану
Важно, чтобы в нем не оставалось комочков, намазывая на стену, получают равномерный слой
Необходимо следить, чтобы на клеевой раствор не попало краски, ведь есть подвиды, предназначенные под покраску. Нужно отметить, что расход такого клея для поклейки в пару раз ниже, чем для поклейки бумажных обоев.
Флизелиновые полотна требуют наличия в составе модифицированного крахмала, состав продается в сухом виде в коробках из бумаги.
Для винилового материала используется специальный клеевой раствор, которым можно пользоваться и для оклейки вспененных, тисненых, тканевых материалов. Он отличается ровной гладкой текстурой, при этом работа по приклеиванию стыковочных мест происходит намного проще. Расход его в два раза меньше предыдущего вида.
Для винилового материала используется специальный клеевой раствор, которым можно пользоваться и для оклейки вспененных, тисненых, тканевых материалов.
Пайка в сложных местах
Сложные участки паять непросто. Чтобы создать необходимые условия, придется потрудиться. Для начала следует разобраться, какие места считаются труднодоступными. Это:
- Места под потолками;
- Угловое пространство;
- Места с ограниченным движением.
При работе под потолком потребуется подготовить место для размещения сварочного аппарата при ручной формировке соединения. Проще выполнять работу вдвоем. Но можно подготовить специальный крюк.
Для спайки труб в углах необходимо знать их особенности. Для углов предусмотрены заготовки под углом 90 градусов. Концы соединений должны быть чистыми, обезжиренными. При применении переходников и фитингов можно сделать плавные переходы.
Чтобы выполнить пайку в сложных местах, потребуется 2 человека
Угловые соединения, которые находятся на небольшом расстоянии от стены, спаиваются путем последовательного нагрева
Здесь важно контролировать глубину захода фитинга в паяльник. Для достоверных результатов лучше сделать пометки карандашом или фломастером
В труднодоступных местах процесс пайки имеет свои особенности и технологию, которую нужно выполнять. Стыковочные элементы, даже с небольшими дефектами, требуется заменить. При работе лучше не выключать сварочный аппарат, пусть он будет все время включен.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.





