Трубы ПНД 63 мм в отрезках купить не проблема. Но как их паять?
Необходимые материалы и инструменты
Итак, вам понадобятся:
- муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа). Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
- PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
Процесс пайки
Необходимые материалы закуплены, оборудование подготовлено — самое время переходить к монтажу системы водоснабжения.
Разберемся подробнее, как правильно паять пластиковые трубы своими руками.
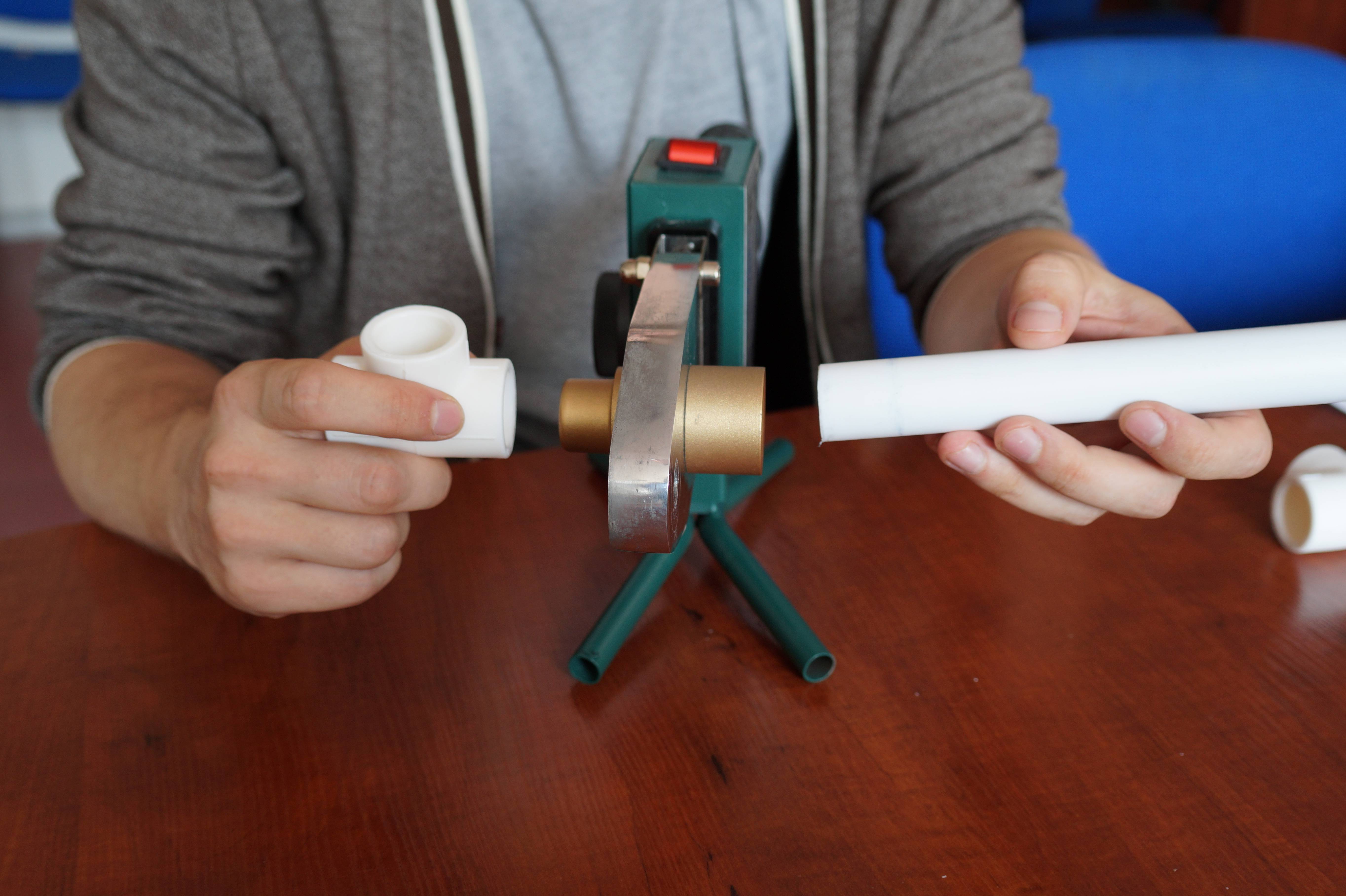
Технология сварки пластиковых труб крайне проста: нагрев соединяемых элементов до нужной температуры и стыковка их друг с другом, в результате чего получается высокопрочное однородное полимерное соединение.
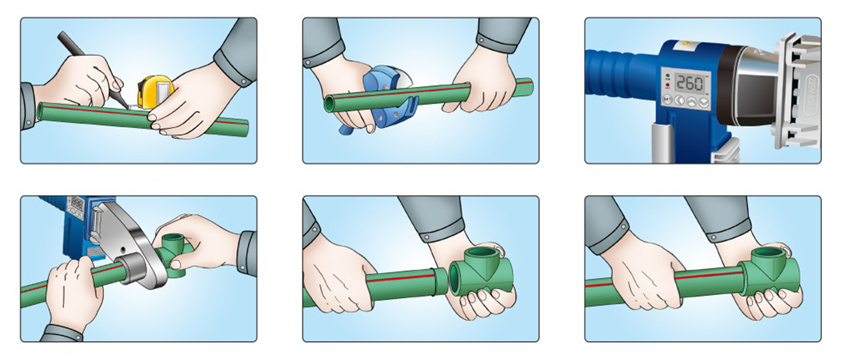
Последовательность сварочных работ следующая:
- Трубы нарезаются на отрезки нужных размеров согласно схеме монтажа.
- При использовании армированных труб они в местах сварки очищаются от армирующей фольги.
- На аппарате для сварки крепятся насадки, соответствующие диаметрам свариваемых деталей. Аппарат включается в электросеть. Сварка производится при температуре +260⁰С.
- Маркером на соединяемых элементах отмечаются риски для обеспечения соосности деталей.
- Вставляем соединяемые детали в насадки. Один из соединяемых элементов нагревается снаружи, другой — изнутри. Время прогрева зависит от диаметра материала.
- Нагретые элементы быстро соединяются друг с другом по ранее намеченным рискам. Соединение фиксируется, смещение недопустимо.
- Дается время на остывание в течение 2-8 минут в зависимости от диаметра.
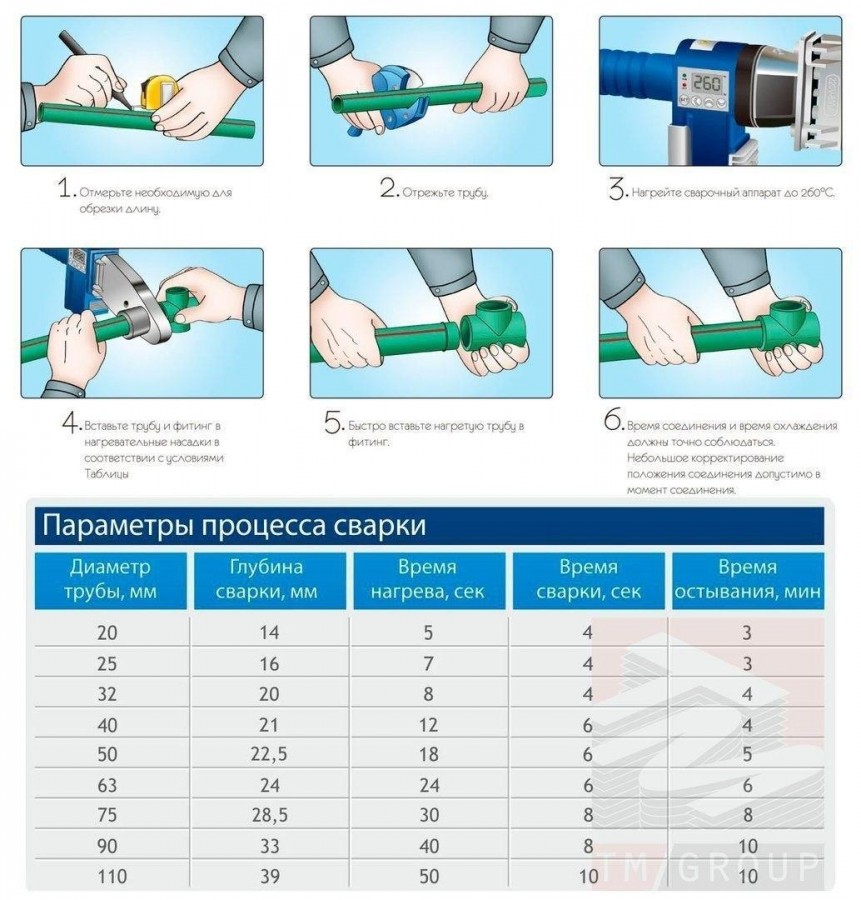
Таблица соответствия диаметра трубопровода и времени сварки
| Диаметр трубы, мм | Время нагрева, сек | Время соединения, сек | Время остывания, мин |
|---|---|---|---|
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
| 90 | 40 | 11 | 8 |
| 110 | 50 | 12 | 8 |
При соблюдении всех требований результатом сварки является монолитное соединение, гарантирующее герметичность и надежность трубопровода.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
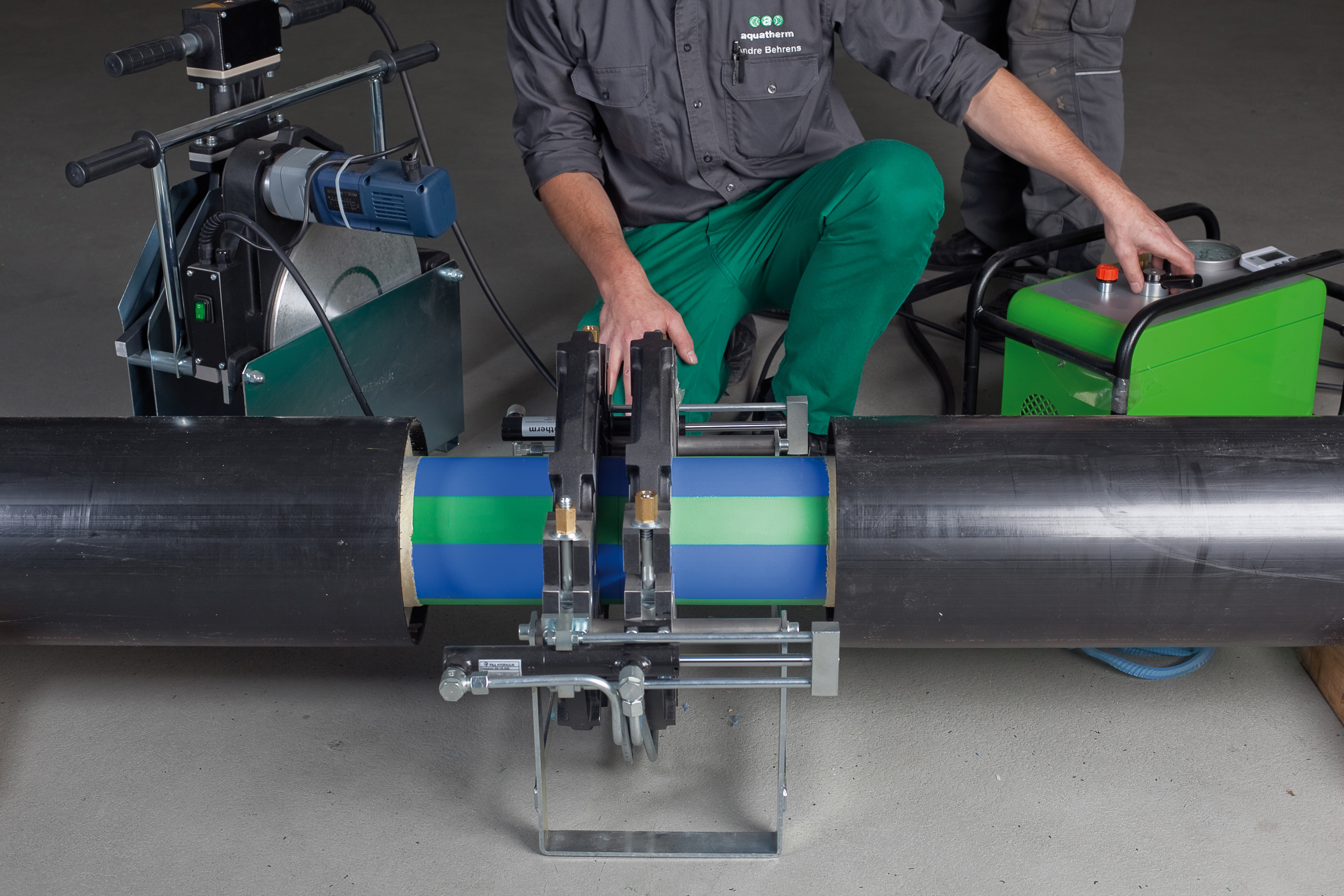
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.










Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема. Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Как производится сварка
Если у Вас есть оборудование для работы (паяльник или пистолет), то сварка полипропиленовых армированных труб для воды легко осуществляется своими руками. Перед началом работы Вам нужно подготовить необходимые инструменты и приспособления, в том числе фитинги, насадки для сварочного инвертора, и т. д.
Пошаговая инструкция, как производится сварка полипропиленовых напорных труб большого диаметра и малого:
Для обрезки труб на определенные участки, используется специальный станок. Он позволяет обеспечить ровный срез с гладкой поверхностью. После этого поверхность зачищается и обезжиривается;
Нужно определить потребную температуру для сварки. Любой термический инструмент подобного использования нагревается до 260 градусов (температура плавления полипропиленовых и полиэтиленовых коммуникаций). Это позволяет обеспечить соединение частей коммуникаций встык
Очень важно знать оптимальную температуру, т. к
если перегреть трубопровод – то он расплавится и станет менее жестким, а если не догреть, то он не соединиться должным образом. Чтобы определить нужные данные понадобится таблица времени. По ней и толщине стенок определяется временной интервал нагрева в секундах. Также определенные параметры указываются в инструкции пользователя сварочного устройства;
Когда Вы включите сварочный аппарат, на нём загорится два индикатора. Практически любое приспособление оснащено датчиками включения и терморегулятора. После того как аппарат нагреется до нужной температуры, второй датчик отключится. В среднем время нагрева варьируется от 10 минут до 15;
Сварка производится встык. Отрезки соединяются фитингами и устанавливаются в отверстие для дальнейшего температурного воздействия. Использование фитингов возможно только на коммуникациях небольшого диаметра, при этом, сварка больших сечений осуществляется муфтами. Такая ручная пайка принципиально практически не отличается от инверторной технологии. Концы закрепляются в электромуфте, после чего нагреваются до нужной температуры;
Когда время нагрева прошло, индикатор включается, а после повторно отключается – это означает, что трубу пора доставать. При выемке старайтесь действовать аккуратно, т. к. теплый экопластик подвержен деформациям.
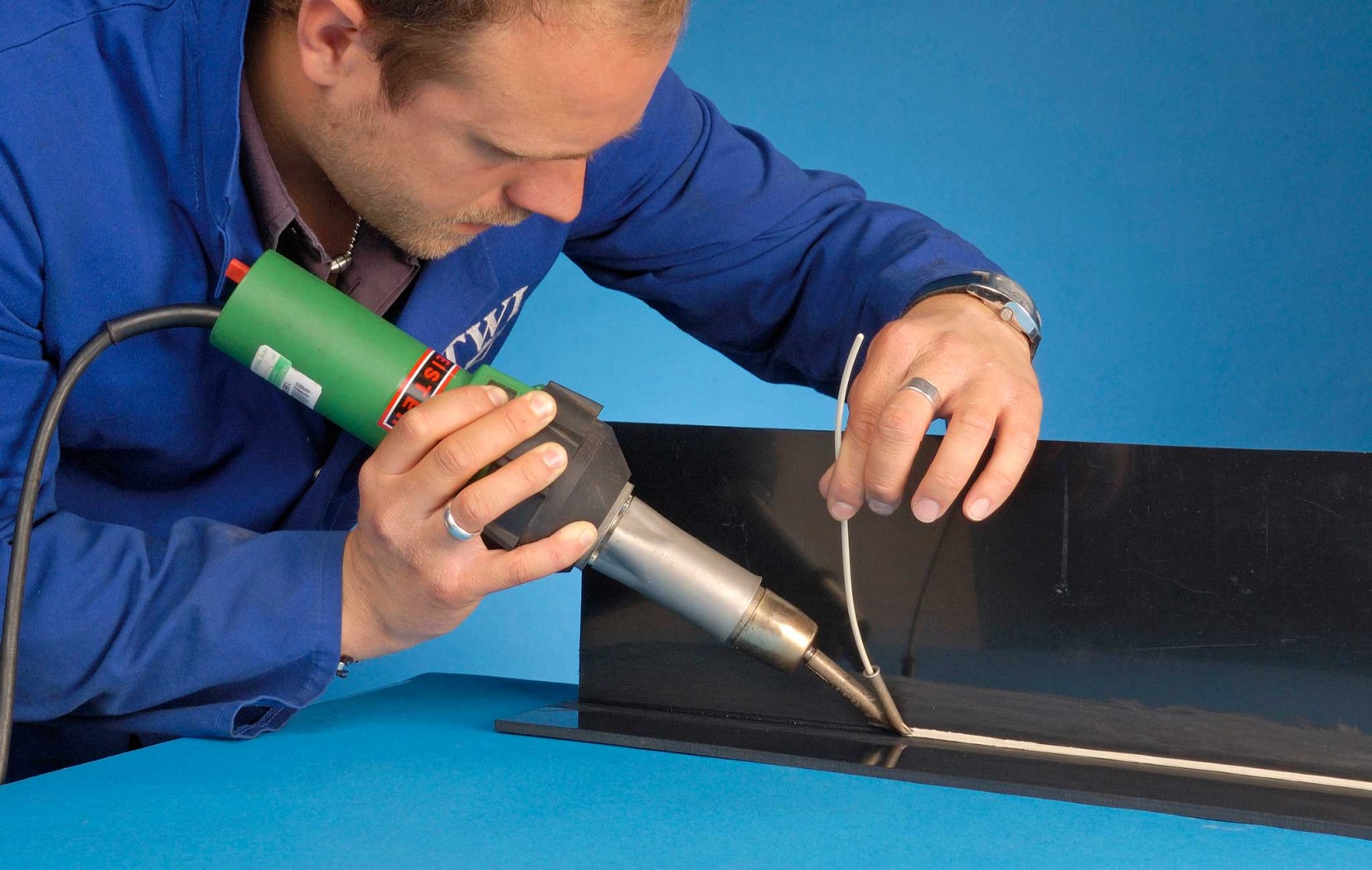
В зависимости от типа проводимых работ, Вам может понадобиться не только аппарат для сварки полипропиленовых труб, но и комплект насадок. Сама по себе сварочная машинка имеет довольно ограниченное количество диаметров, в то время как её область применения можно значительно расширить, если использовать насадки.
Фото — ручная пайка
Если по определенным причинам классическая сварка полипропиленовых водопроводных труб не подходит, то есть еще одна технология: холодная стыковая. Эта методика основана на использовании специальных клеевых составов. Она подойдет как для обычных, так и для армированных стекловолокном водопроводов.
Пошаговая инструкция холодной сварки труб:
- Вам понадобится клей и специальная насадка к нему. Многие производители сразу продают продукцию с узкими «носиками», подходящими для обработки тонких пластиковых креплений;
- Перед началом склеивания производится зачистка поверхности стыка. Нужно устранить всю пыль и грязь, при необходимости наждачной бумагой снять заусеницы;
- После клей заливается в фитинг, в котором стыкуются два конца трубопровода. При помощи определенных химических элементов производится диффузия верхнего слоя пластика и коммуникации соединяются. Очень удобным является то, что так можно соединять отрезки под любым углом;
- Далее, соединение фиксируется на некоторое время в специальных центрах. Для этого также может использоваться самодельная установка. В среднем, нужно обеспечить статичность крепления на 1 день. По окончании работы, система снимается и осуществляется её монтаж.
Видео: пайка полипропиленовых труб
Работа с чугунным радиатором при протечке
Случается, что батарея отопления потекла — испортился резьбовой стык, появилась течь на секции. Для ремонта потребуются эпоксидный клей и бинт. Материал пропитывают клеем, наносят на область дырки. После схватывания можно закрасить эту область в основной цвет. Данная мера считается временной, и после отключения отопления лучше заменить радиатор.
Также используется холодная сварка батарей. Специальное средство разминают в руках, прикладывают на место повреждения. Оно быстро расплавляется, схватывается и позволяет «заплатке» просуществовать до момента отключения отопления.








Не стоит пытаться клеить радиаторы при сильной течи, которая привела к аварийной ситуации. Лучше сразу вызвать бригаду специалистов, которая остановит течь и поменяет радиатор на новый.
Проведение строительных работ сегодня невозможно представить без использования высокотехнологичных материалов. Изобретение полимеров обусловило появление новых труб. Подобным изделиям присуща высокая прочность и долговечность. А лёгкость монтажа обеспечила высокую востребованность пластиковой трубной продукции во многих производственных сферах. Речь идёт, прежде всего, о ПВХ трубах, особое место среди которых занимают клеевые изделия.
Соединение труб ПВХ при помощи клея называется холодной или химической сваркой
Общая информация
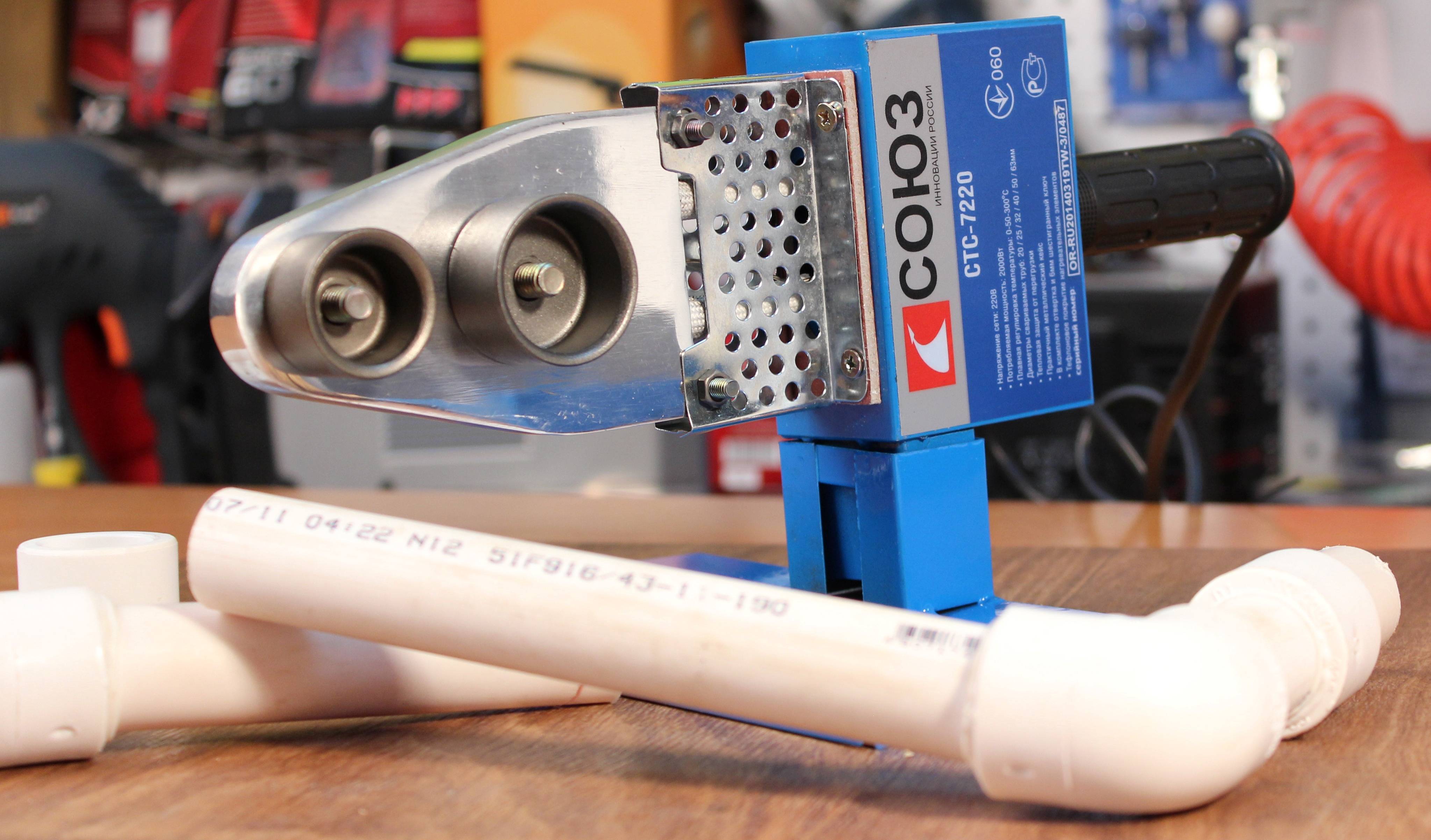
Аппарат для сварки ПВХ изделий (или труб из любых других искусственных полимеров) — электрический прибор, работающий от стандартной сети в 220В, предназначенный для пайки труб различного диаметра.
Прежде чем мы приступим к сборке этого прибора неплохо было бы узнать, из чего он состоит. Ключевые элементы любого паяльника для труб — это корпус с удобной ручкой, терморегулятор, за счет которого устанавливается необходимая температура нагрева тэна, непосредственно сам тэн, спрятанный в металлический кожух, который нагревается.

Дополнительно в комплекте могут поставляться насадки для пайки труб разного диаметра. Теме насадок мы посвятили отдельный материал, прочтите его, чтобы быть в курсе всех особенностей. Здесь скажем одно: предпочтительнее использовать насадки с тефлоновым покрытием. Так они гарантировано не будут прилипать к трубам во время нагрева.
Наверняка вы могли слышать, что такие паяльники часто называют «утюгами». И это не спроста. Дело в том, что тэн действительно визуально очень похож на подошву утюга и их принцип работы имеет много общего. И в утюге, и в паяльнике поверхность равномерно нагревается, только в случае с паяльником тепло от тэна передается на насадки, к ним затем прижимают трубу, чтобы расплавить ее край.
При этом температура нагрева устанавливается с помощью терморегулятора, установленного в корпус паяльника. Регулировка температуры крайне важна, ведь если она будет слишком высокой труба просто расплавится в насадке, а если слишком низкой, то банально не сможет равномерно прогреться. А значит, соединение получится некачественным и быстро даст течь, если мы говорим о монтаже системы водоснабжения, например.
Отделения и банкоматы Сбербанка России в Раменском (Московская область)
Монтаж ПВХ канализации, замена чугунных труб на трубы ПВХ
Первый этап замены чугунной канализации — демонтаж старых труб.
- С помощью болгарки необходимо сверху обрезать трубу на расстоянии 10 см от потолка, а внизу — на расстоянии 80 см от тройника.
- Распил производится только до половины диаметра.
- Далее в прорезь вставляется стамеска, по которой необходимо сильно ударить молотком, чтобы старая труба раскололась.
- Если чугунная крепко вмурована в стену, придется воспользоваться ломом или даже перфоратором, чтобы очистить трубопровод от цемента на необходимую длину.
- После удаления лишнего цемента болгаркой отрезается тройник на расстоянии 3-5 см от раструба.
- Остатки стационарной трубы тщательно очищаются от грязи и шлифуются до максимально гладкого состояния.
Перед работами с канализацией в многоквартирном доме необходимо оповестить всех соседей сверху по стояку о предстоящем ремонте, чтобы они в определенное время не включали воду и не пользовались уборной. В противном случае произойдет затопление водой или нечистотами.
Если есть возможность, лучше вообще отключить в доме воду на несколько часов, а замену труб произвести максимально быстро.
Далее следует этап монтажа пластиковых труб. Чаще всего практикуется раструбное соединение, когда в трубу большего диаметра (в нашем случае, чугунную) вставляется меньшего размера (пластиковая).
Сначала монтируется новый тройник, а затем основная труба. Особенность монтажа последней заключается в том, что первым делом ее вводят одним концом в потолочный обрезок трубы до максимального упора (обозначить границу маркером). Потом в тройник заводят нижний конец пластиковой трубы, после чего ее смещают на 1 см вниз.
Если пластиковая труба слишком свободно ходит в соединении, ее необходимо уплотнить резиновым кольцом либо задуть силиконовым герметиком. Сами соединения, а при высоких потолках, и промежуточные участки стояка рекомендуется закрепить хомутами.
После замены металлической канализации на пластиковую существенно снизится шум и вибрация труб. Но при желании можно положить дополнительный звукоизоляционный слой.
С этой целью лучше всего использовать изделия, специально изготовленные для подавления шумов в канализации. Обычно они изготавливаются из смеси пластика и минерального порошка и могут прослужить до 20 лет.
Подготовительный этап

Перед тем как паять пластиковые трубы (металлопластиковые, ПВХ), необходимо подготовить весь материал и инструмент
- Перед тем как паять пластиковые трубы (металлопластиковые, ПВХ), необходимо подготовить весь материал и инструмент.
- В первую очередь стоит заготовить труборез, маркер и рулетку. При помощи таких инструментов будет проводиться разметка тубы и её рез на отдельные элементы.
- После того как все металлопластиковые и ПВХ части будущей системы будут нарезаны, необходимо тщательно очистить спиртом все места предполагаемых соединений, включая муфты и фитинги.
Важно: армированная алюминием труба режется при помощи шейвера. При этом перед пайкой сначала стоит снять верхний слой полипропилена и алюминия
Это улучшит качество соединения. Тубы, армированные стекловолокном, паяются так же, как и стандартный полипропилен.









Монтаж
Соединение труб методом склеивания является неразборным – монолитным и не подлежит демонтажу. Монолит сводит практически к нулю возможность протечек. К тому же – это самый простой, быстрый и не дорогой вид монтажа.
Последовательность монтажа
- Процесс склеивания происходит при температуре от +5 до +30 градусов
- Подготавливаются детали. Отрезать нужного размера заготовки можно труборезом или любой мелкой ножовкой. Должен получиться абсолютно ровный срез. В противном случае качественного склеивания не произойдет.
- Место обреза трубы обрабатывается наждачной бумагой, напильником или надфилем. Удаляются все заусенцы.
- Производится сборка системы, для проверки размеров.
- Соединяем поверхности, обезжириваются растворителем. Оптимальный вариант, растворитель той же фирмы, что и клей.
- Равномерно наносится клей на трубу.
- Затем изделие вставляется в фитинг. Любое движение деталей недопустимо
- Плотно удерживаются в одном положении 5 -15 секунд.
- Лишний состав удаляется сухой салфеткой. До полного высыхания монолит не шевелить.
- После того, как состав затвердеет, можно проверить качество соединения.
Причины дефектов при клеевом соединении
- Состав нанесен не ровным слоем
- Срез не ровный
- Низкая температура окружающей среды.
- Плохо перемешан клей. Образовались воздушные пузыри.
- Малая фиксация может привести к перекосу соединения.
- Плохо очищенная поверхность
Некоторые производители поликарбоната
Теплица из сотового поликарбоната требует качественного материала на крышу. Как крепить его, мы уже знаем. Поликарбонат выпускают многие зарубежные и отечественные компании. Наиболее известные из них:
- SafPlast innovative с маркой Novattro;
- Bayer Material Science c маркой Makrolon;
- Полигаль;
- китайская компания Plastilux с торговой маркой Sunnex.
Эти производители выпускают качественный материал для теплиц под сотовый поликарбонат. У изделий данных фирм низкая теплопроводимость и высокая степень защиты от ультрафиолетового излучения.
Когда требуется склеивать линолеум?
Линолеум представляет собой отделочный материал, изготовленный из натуральных или полимерных волокон. Уложить такое напольное покрытие не составит особого труда, если только знать, как склеить линолеум встык в домашних условиях.
Дело в том, что в продажу этот отделочный материал поступает в виде рулонов шириной 2 или 5 метров. Других вариантов нет. Если комната, в которой планируется ремонт, имеет небольшую площадь и можно цельным куском застелить весь пол, трудностей не возникает.
Но гораздо чаще помещения не отличаются правильной формой или ширина комнаты больше 5 метров. В таких случаях приходится выкраивать и укладывать несколько кусков линолеума, которые затем необходимо надежно и незаметно скрепить между собой. Если эту работу провести некачественно, в стыки будет проникать вода, забиваться грязь и через некоторое время края полотен загнутся и закрутятся.
Склеивать линолеум приходится в дверных проемах и при замене испорченного куска новым материалом. Если напольное покрытие имеет ярко выраженный рисунок или дизайнеры задумали украсить полы красочной аппликацией, также невозможно обойтись без склеивания стыков.
Инструкция и правила монтажа
В качестве соединительных элементов для сваривания используются специальные фитинги:
- переходники,
- тройники,
- муфты,
- крестовины,
- заглушки.
Они бывают разного диаметра и конфигураций, полностью из пластика или со вставками из металла в виде внутренних и наружных резьбовых элементов, накидных гаек.
Подготовительные работы:
Шаг № 1
Составление плана работ – первый и немаловажный шаг. Набросав схему будущего водопровода, вы сможете с большой точностью подсчитать фитинги, а также снизить количество сваривания на весу.
Рисуя схему, старайтесь по максимуму сократить изгибы готовой конструкции для того, чтобы сократить гидравлическое сопротивление движению воды.
О том, как подготовить план работ и разработать схему прокладки водопровода в доме смотрите видео:
https://youtube.com/watch?v=-j2hZM-7YJE
Шаг № 2
Закупка материала. Трубы и фитинги необходимо покупать с запасом. Велика вероятность того, что работа пойдет не так как хотелось и часть материала будет испорчена, или в процессе вы пожелаете немного изменить конфигурацию системы.
Шаг № 3
Подготовка инструмента. Стоимость аппарата для сваривания и сопутствующих приспособлений не так уж и высока.
Если бюджет позволяет – озаботьтесь покупкой: и вам пригодится и друзей можно будет выручать.
При отсутствии финансовой возможности вложить деньги в инструмент, который редко используется – возьмите прибор в аренду.
Все работы необходимо производить при температуре воздуха выше 0 °С.
Технология сварки
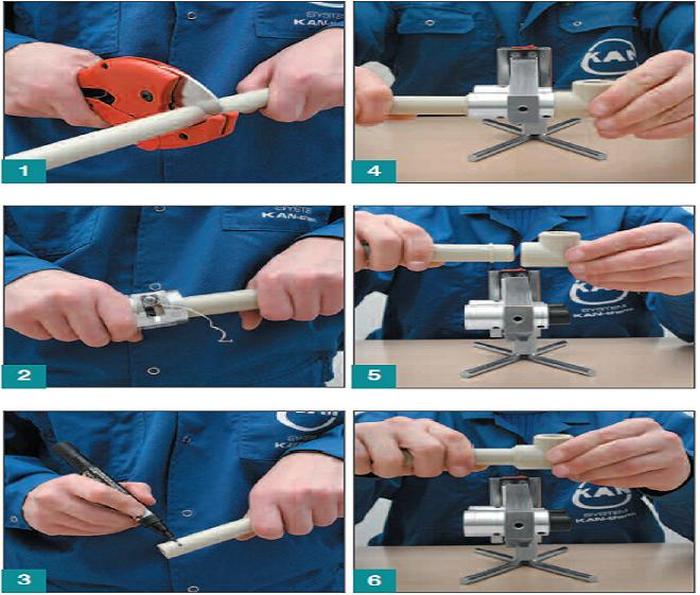
Разрезаем трубу с помощью ножниц.
Перед свариванием места соединений нужно протереть спиртом, обезжирив поверхность.
Выбираем и устанавливаем необходимые нагревательные гильзы.
Сварочный аппарат устанавливаем на специальную подставку и включаем в сеть.
- Температура в 260 °С – оптимальна для спайки хорошего качества. Меньший нагрев приведет к плохому сцеплению деталей.
- Максимум, который можно выставить – 280 °С.
Глубину насадки деталей на гильзу новичку будет сложно определить на глаз. Для этого воспользуйтесь маркером или карандашом. Для труб диаметром 20 мм глубина сварки составляет 14 мм (на каждый последующий размер диаметра материала прибавляйте по 2 мм). Именно такой отрезок вам нужно отметить маркером.




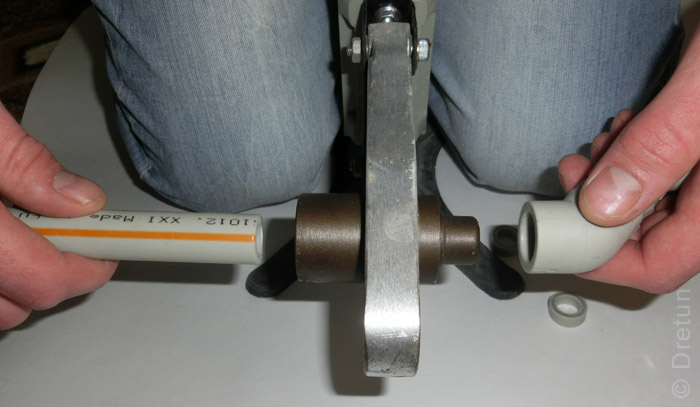




Дожидаемся отключения индикатора, оповещающего о процессе нагрева, и приступаем к свариванию деталей. Для этого нужно нагреть края соединительных элементов, вставив их в гильзу с противоположных сторон.
Если вы используете армированные полипропиленовые трубы, то перед спаиванием необходимо зачистить с поверхности среза верхний слой с помощью шейвера, а затем обезжирить и сваривать.
Таблица времени пайки полипропиленовых труб
| Наружный диаметр трубы (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Нельзя самовольно увеличивать время нагрева – пластик может расплавиться и изменится внутренний диаметр изделий, что приведет к нарушению технологического процесса.
Снять детали с насадки и сразу же соединить друг с другом. Пластик в местах нагрева пару секунд будет еще пластичный, что позволит вам отцентровать изделие. Опытные мастера делают это на глаз, а вам пригодится строительный уровень.
Пользоваться водопроводной системой можно не раньше, чем через час после завершения всех работ.
Спайка в труднодоступных местах осуществляется отдельными небольшими узлами, а потом уже соединять с другими элементами конструкции.
Если у вас есть готовая схема разводки с точными замерами – проблем с процессом пайки в точке с плохим доступом не будет.
Спаяв большую часть системы на любой твердой поверхности, вы облегчите себе дальнейшую работу. Залазить в труднодоступные места и паять сидя или стоя в самых неудобных позах вам придется самую малость.
Установка труб на стену осуществляется с помощью пластиковых клипс подходящего диаметра, которые крепятся на дюбелях или совмещены с ними. На бетонную стену закрепить клипсы можно при помощи перфоратора, на деревянную – шуруповерта.
Подробнее о том, как легко и просто выполнить сварку полипропиленовых труб своими руками смотрите видео:
Как установить вварное седло
Есть еще один способ сваривания частей водопровода – с помощью вварных седел. Этот вариант хорош тем, что благодаря специальному фитингу, данное соединение упрощает процесс создания отводов.
Удобно использовать такой вид совмещения на трубах с большим диаметром, но для этого необходимы специальные насадки для «паяльника» и сверло, для подготовки отверстия в трубе. Весь дальнейший процесс работы аналогичен ранее описанному: зачистить, обезжирить и т. д.
С чего начинать работы?
Сварочным работам предшествует этап предварительной подготовки, в ходе которого нужно сделать следующее:
- Трубы согласно схеме нужно разрезать на участки требуемой длины. СЛедует иметь в виду, что примерно на 15 мм труба уйдет в фитинг (для каждого диаметра – своя глубина), так что резать нужно с соответствующим запасом.
- Если трубопровод собирается из фольгированных ПП-труб, фольгу на торцах нужно зачистить шабером. Она находится под слоем пластика, который срезается этим же инструментом.
Перед пайкой соединяемые детали нужно насухо протереть, очистить от грязи или пыли и обработать обезжиривателем. Далее трубу до упора вводят в фитинг и по его краю делают на ее стенке отметку маркером, обозначая таким образом глубину погружения.







Без такого ориентира неопытный монтажник может перестараться при введении нагретой трубы, вследствие чего размягченный пластик сомнется внутри и перекроет значительную часть прохода.





