Подготовка к работе
Операция пайки пластиковых материалов весьма деликатна. В расплавленном состоянии пластик очень чувствителен и восприимчив, поэтому в его структуру легко могут проникнуть инородные частицы, наличие которых в дальнейшем может негативно отразиться на прочностных качествах трубопровода. Поэтому и сами заготовки, и аппарат для резки должны быть тщательно очищены, промыты и высушены.
Также подготавливаются дополнительные приспособления, которые должны быть под рукой в ходе операции. Например, вопрос о том, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание специальных крючков и светодиодного фонарика. Крючок позволит подвесить аппарат, если к месту проведения работ нельзя пробраться всем корпусом и удобно расположить инструмент, а фонарик обеспечит видимость, если другие источники света к месту работы не проникают.
Сварка полиэтилена горячим предметом
Сваривание пленки с помощью электропаяльника: а — вид шва; б — устройство электропаяльника для сваривания пленки.
Удобнее всего такую операцию делать при помощи металлического ролика с нагревательным прибором внутри. Но чтобы сделать такой прибор в домашних условиях, нужно обладать достаточно высокой квалификацией электрика.
Поэтому народная смекалка нашла вполне удовлетворительную замену такому инструменту — обычный утюг. Поскольку полиэтиленовая пленка разных марок плавится при разных температурах, то никаких конкретных рекомендаций по температурному режиму сварки дать нельзя.
Температуру разогрева утюга для сварки придется определять путем проб и ошибок. Если температура утюга окажется недостаточной, то пленка не проварится, если же утюг разогреть слишком сильно, шов получится «переварен», слабым, к тому же пленка по бокам шва будет легко рваться. Единственное, что можно посоветовать изначально, — утюг не должен быть слишком уж горячим.
Сама технология спайки очень проста. Чтобы сделать шов аккуратным и ровным, спайку лучше производить на ровной деревянной поверхности. Края пленки нужно положить на эту поверхность с небольшим нахлестом друг на друга (0,5-1 см). По этому нахлесту и нужно провести носиком или ребром нагретого утюга. Прохождение должно быть не больше секунды на одном месте, иначе пропалите пленку.
ПВХ пленку можно узнать по желтоватому оттенку края рулона.
Но при таком способе спайки есть один очень важный негативный момент: разогретая полиэтиленовая пленка очень часто прилипает к утюгу. Чтобы этого не случилось, лучше перед спайкой прикрыть полиэтиленовый шов тонким листом целлофана, и потом уже пройтись по нему утюгом.
Прочность спайки можно проверить, просто потянув спаянные куски в разные стороны. Если шов расходится — значит, качество пайки неудовлетворительное, и нужно повторить все с самого начала. Некоторые умельцы выполняют эту спайку не утюгом, а раскаленным лезвием ножа, утверждая, что им так сподручнее. Но это уже дело вкуса.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
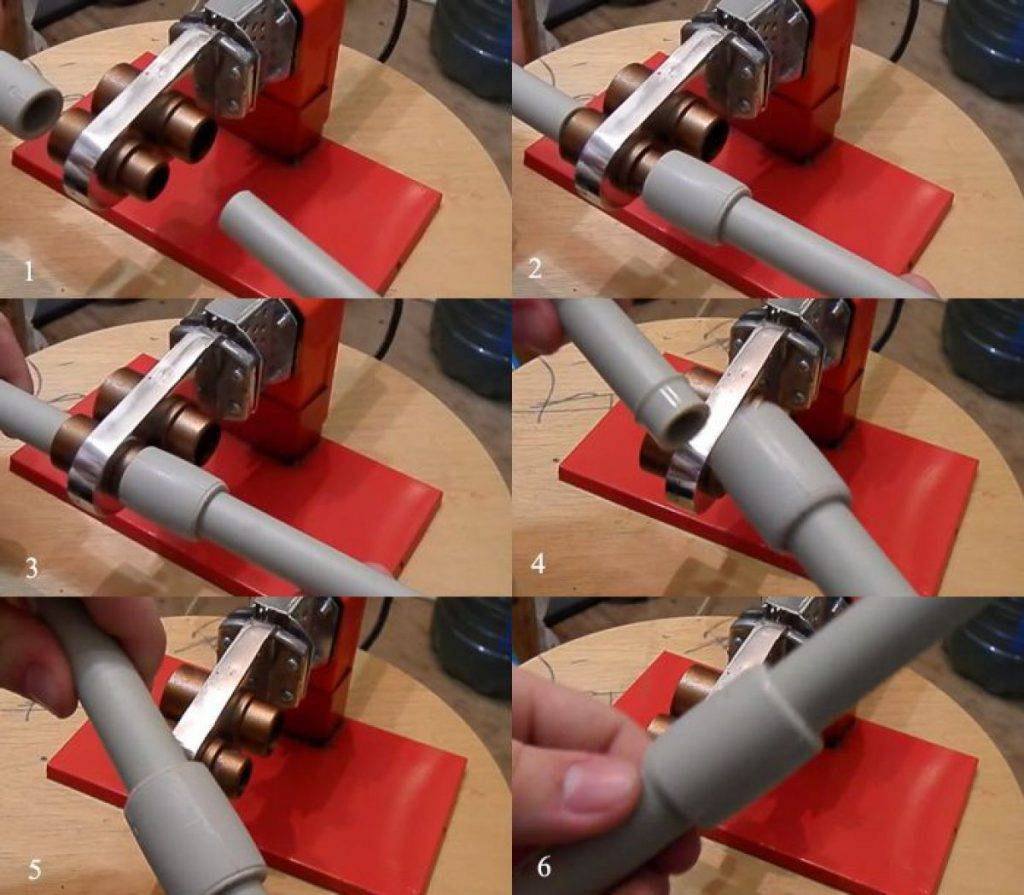
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
Сопрягаемые детали прогреваются паяльником по традиционной технологии.
Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
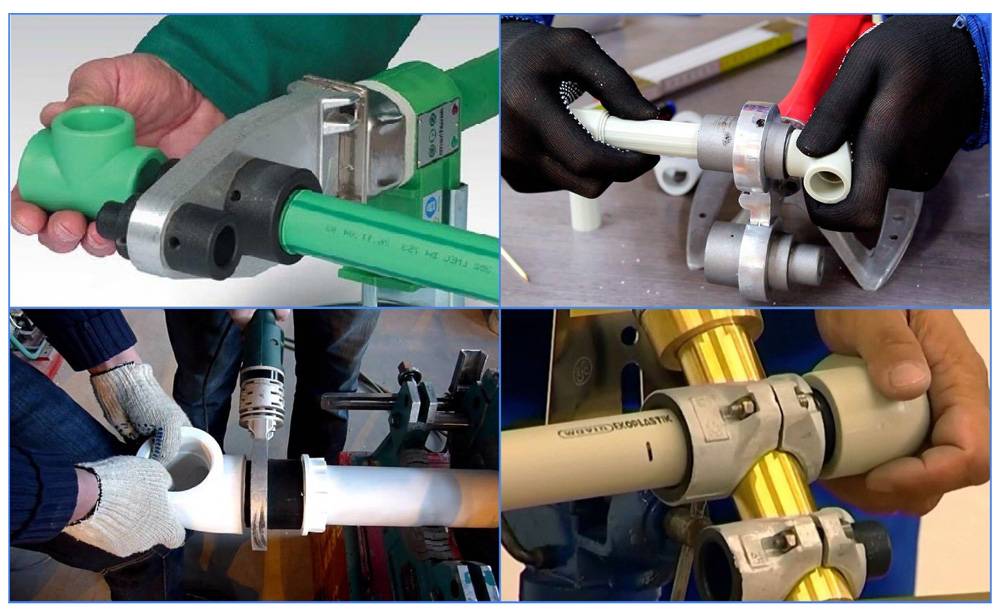
Промышленные паяльники для пластика
В сложных и ответственных мероприятиях может потребоваться помощь профессионального оборудования для пайки пластика. Такие модели отличаются возможностью работы с трубами больших диаметров, а также высокой интенсивностью нагрева. Соответственно, такие агрегаты превосходят ручные модели и в габаритах, и в мощности электромотора. При этом не стоит рассматривать промышленный паяльник в качестве универсального. Он заточен именно под средние и крупные типоразмеры, но не годится для мелких диаметров.








Как паять полипропилен на промышленном оборудовании? Технология и принципы работы в целом те же, но каждая операция выполняется на отдельной модульной станции. Один модульный агрегат производит подготовку трубы с зенкованием и торцовкой, другой непосредственно режет пластик, третий обеспечивает нагрев, а четвертый отвечает за позиционирование заготовки.

Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
| Характеристика значения | Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.
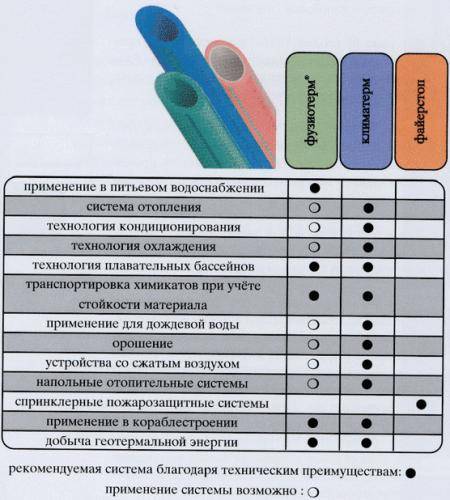
Этап 1. Выбор пропиленовых труб
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов тепла, полов теплой системы до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16 | характеристики определяют использование как для горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20 | технические характеристики этого вида труб разрешают использование в системах горячего водоснабжения температурой до 95 градусов, номинальное давление – 2 МПа |
| PN 25 | армированная труба полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является предельно допустимая температура рабочей среды. В связи с этим выделяют трубы для горячего, холодного, а также смешанного водоснабжения.
Полипропиленовые трубы
Шаг 2. Далее выбираются соединительные фитинги. Обычно ПП трубы используют в водоснабжении, поэтому при работе будем ориентироваться именно на него.

Фитинги для полипропиленовых труб
Чтобы определить точное количество необходимых труб и фитингов, измеряется помещение и составляется его примерный план. В последнем обозначаются размеры будущей магистрали и все ее элементы.









После покупки всех комплектующих можно приступать к следующему этапу.

Виды фитингов
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.

Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Частые ошибки при выполнении работы
Существуют частые ошибки при сварке полипропиленовых труб. Они связаны с неаккуратным проведением работы или отсутствием некоторых подготовительных действий. Знание возможных ошибок позволит избежать различных осложнений при выполнении задачи.
Проблемы могут возникнуть в том случае, когда не нанесена разметка, определяющая глубину введения труб. В этом случае может возникнуть зазор между элементами больше или меньше одного миллиметра. Такое соединение является крайне ненадежным. При эксплуатации оно быстро выйдет из строя.

Аналогичная проблема может случиться, если трубы будут перегреты еще до сварки. Поэтому необходимо следить за температурой, когда идет выполнение работы.
Сам по себе принцип сварки полипропиленовых труб довольно простой. С освоением этой технологии справится любой желающий. Когда человек ознакомится со всеми нюансами процесса и заготовит все необходимые материалы и инструменты, он может смело переходить к монтажу трубопровода из ПП.
Инструменты, используемые для пайки полипропиленовых труб
Если не брать в расчет всевозможные разводные ключи для завинчивания резьбовых соединений, болгарку, перфоратор и прочий инструмент, необходимый для монтажа водопровода, то для соединения труб понадобится исключительно три вещи – аппарат для пайки полипропиленовых труб, ножницы и, если речь идет о зачистной трубе, специальная зачистка. Как ними пользоваться мы рассмотрим немного позже.
Особое внимание хочется уделить паяльнику, который для соединения труб использует насадки – для каждой трубы имеется насадка своего диаметра. Она состоит из двух частей, одна из которых прогревает трубу снаружи, а другая переходник изнутри
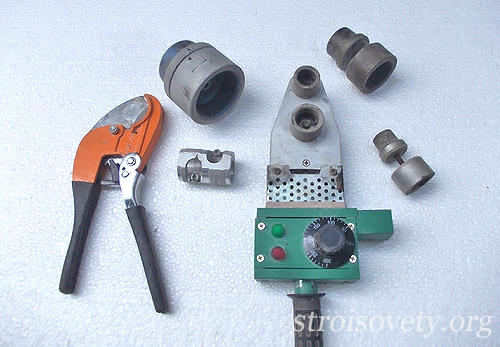
Инструмент для пайки полипропиленовых труб
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.









Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса
Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей
Инструкция пайки разными способами
Изделия из пластика соединяются за счет взаимной диффузии материалов. Пластик доводится до состояния текучести, что обеспечивает взаимное проникновение частиц. После кристаллизации формируется монолитный слой, выдерживающий нагрев до 100°С и повышенное давление.
Диффузионный метод
Диффузионные методики (полифузная сварка) основаны на соединении предварительно расплавленных слоев пластика. Для выполнения работ используется нагревательный прибор со сменным комплектом насадок, которые прогреваются до заданной температуры электрическим током, проходящим через спираль в подошве. Сопрягаемые детали устанавливают в аппарат на 2-5 секунд, затем их стыкуют. После снижения степени нагрева формируется прочный и герметичный шов, обратная разборка стыка невозможна.
К плюсам методики полифузной сварки относят:
- быстрый процесс пайки, который не требует специальной оснастки;
- низкую себестоимость трубопровода.
Недостатком данного способа является сложность установки инструмента в труднодоступных местах.
Пайка раструбным способом
Алгоритм действий при использовании раструбного метода:
- Нарезать трубы на отрезки в соответствии с монтажной схемой. Торцевые кромки обрезают ножницами под прямым углом к боковым поверхностям. Если при проверке замечают отклонение от перпендикуляра, проводят дополнительную механическую обработку поверхностей.
- Протереть детали обезжиривающим раствором, установить на паяльный прибор металлическую насадку подходящего диаметра.
- Прогреть инструмент до заданной температуры, поместить муфту и сопрягаемую трубу на соответствующие насадки.
- Дождаться размягчения пластика, затем соединить детали и удерживать их в сжатом состоянии на протяжении 10-30 секунд. При монтаже необходимо соблюдать корректное положение муфты относительно трубы. При перекосах снижается прочность шва, и возможно нарушение герметичности стыка.
- Соединить трубопровод по описанной технологии, проверить работоспособность конструкции.
Торцевая сварка
Краткая последовательность действий при торцевой пайке пластиковых водопроводных труб:
- Установить отрезки труб в аппарат для пайки. В конструкции прибора предусмотрены винтовые зажимы и направляющие штанги, позволяющие соблюсти соосность стыкуемых деталей. Следует учитывать, что торцевая сварка ПНД-труб электромуфтами пригодна для элементов, имеющих толщину стенки от 5 до 50 мм.
- Обработать кромки при помощи ножа, выравнивание проводят до момента равномерного контакта отрезков трубопровода по всей длине окружности.
- Удалить с сопрягаемых поверхностей стружки и опилки, обезжирить детали.
- Установить между пластиковыми фрагментами нагревательную пластину, которая позволяет расплавить материал.
- Удалить пластину и свести стыкуемые детали с помощью выравнивающего приспособления. При сжатии происходит деформация и диффузия разогретого пластика.
- Снять приспособление с трубопровода, на месте стыка деталей будет виден кольцевой шов. Проверка герметичности производится опрессовкой. Если пайка выполнена с нарушениями, то необходимо сварить трубы заново.
Армированный полипропилен
Краткая инструкция по соединению армированных элементов:
- Разметить трубки в соответствии с монтажной схемой, при помощи шейвера обработать торцевые кромки. Инструмент надевается на наконечник трубопровода, вращательным движением производят удаление экрана и части пластика. Процедура прекращается после срезания алюминиевой фольги до чистого пластика.
- Протереть поверхность ветошью, смоченной обезжиривающим составом.
- Надеть на очищенную секцию муфту подходящего диаметра, а затем прогреть стык паяльником.
Встречаются трубы с металлическим экраном, расположенным в глубине оболочки. При использовании шейвера уменьшается толщина стенки, что негативно влияет на прочность конструкции. В этом случае используется торцеватель, который выравнивает торцевую кромку с одновременным вырезанием защитного слоя. Затем обезжиривают поверхности и соединяют элементы трубопровода при помощи паяльной установки.
Типичные ошибки при пайке пластиковых труб
- Некачественные детали. Если были замечены дефектные трубы или соединяющие муфты (с трещинами, грязью, нарушенной геометричностью), то их нужно заменить, т. к. они станут причиной некачественного соединения.
- Использование комплектующих от разных производителей. Каждая фирма оперирует своими стандартами и нормами, поэтому ее трубы подходят исключительно под ее фитинги. Также детали могут отличаться и по химическому составу. Все это оказывает прямое влияние на качество сварки, по этой причине все комплектующие обязательно нужно покупать одной марки.
- Перегрев деталей. Эту ошибку можно заметить невооруженным глазом – труба смягчается и установить ее в муфту без деформации не выйдет.
- Сварочный аппарат слабо греет. В таком случае надежное соединение тоже вряд ли получится. Возможно, в первое время трубопровод будет функционировать нормально, но рано или поздно случится протечка. Во избежание этого устройству нужно дать пять-десять минут для нагрева, а при работе не отключать его от сети.
Использованные фитинги. Как уже отмечалось, если фитинг пристал неплотно, то его следует удалить. Недопустимо повторное его использование.
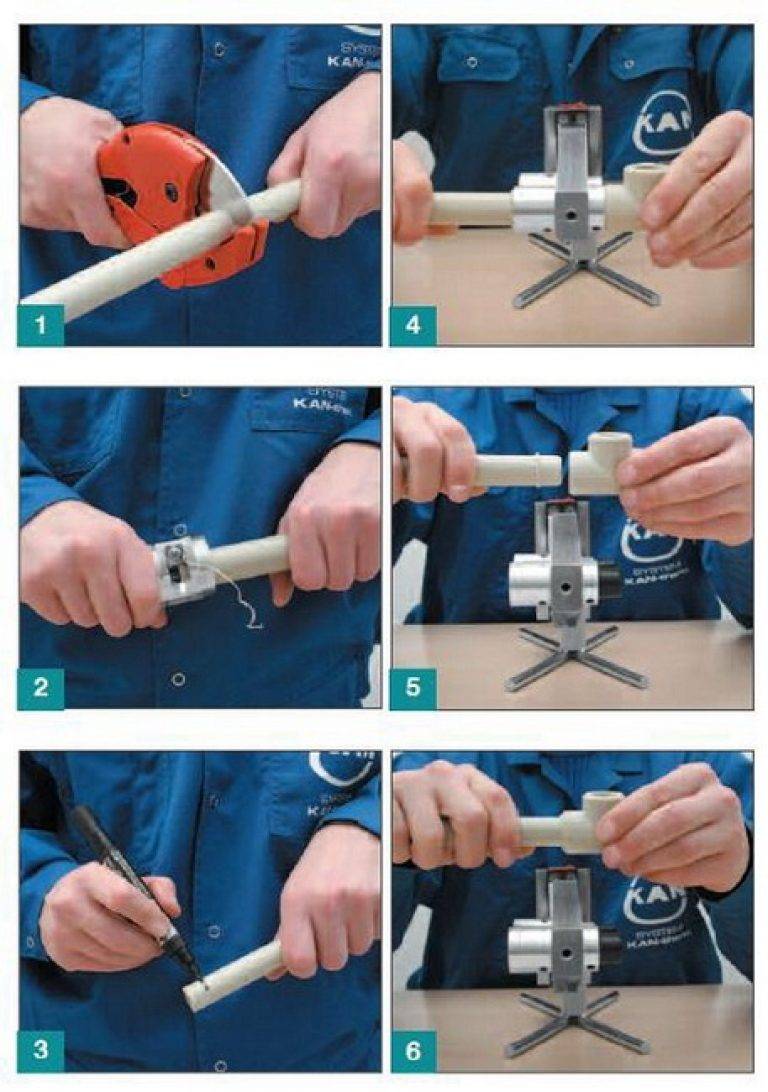
Как спаять полипропиленовые трубы
Необходимо нарезать пластиковые изделия по значениям, которые были рассчитаны. Далее инструкция предусматривает снятие фаски с внешней стороны всех элементов из пластмассы. Насадки оборудования и участки труб из пластика, прежде чем запаять, надо обезжирить.
Первостепенно технология предусматривает составление схемы, на которой следует указать расположение всех будущих:
- Труб;
- Фитингов;
- Поворотов;
- Входов в стенки.
При пайке труб следует соблюдать правила техники безопасности
Очистка — обязательный этап. Почистить можно специальным средством для полипропилена. На поверхности всех элементов следует сделать отметки, которые помогут вести контроль глубины их входа в паяльник.










Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 2700С.
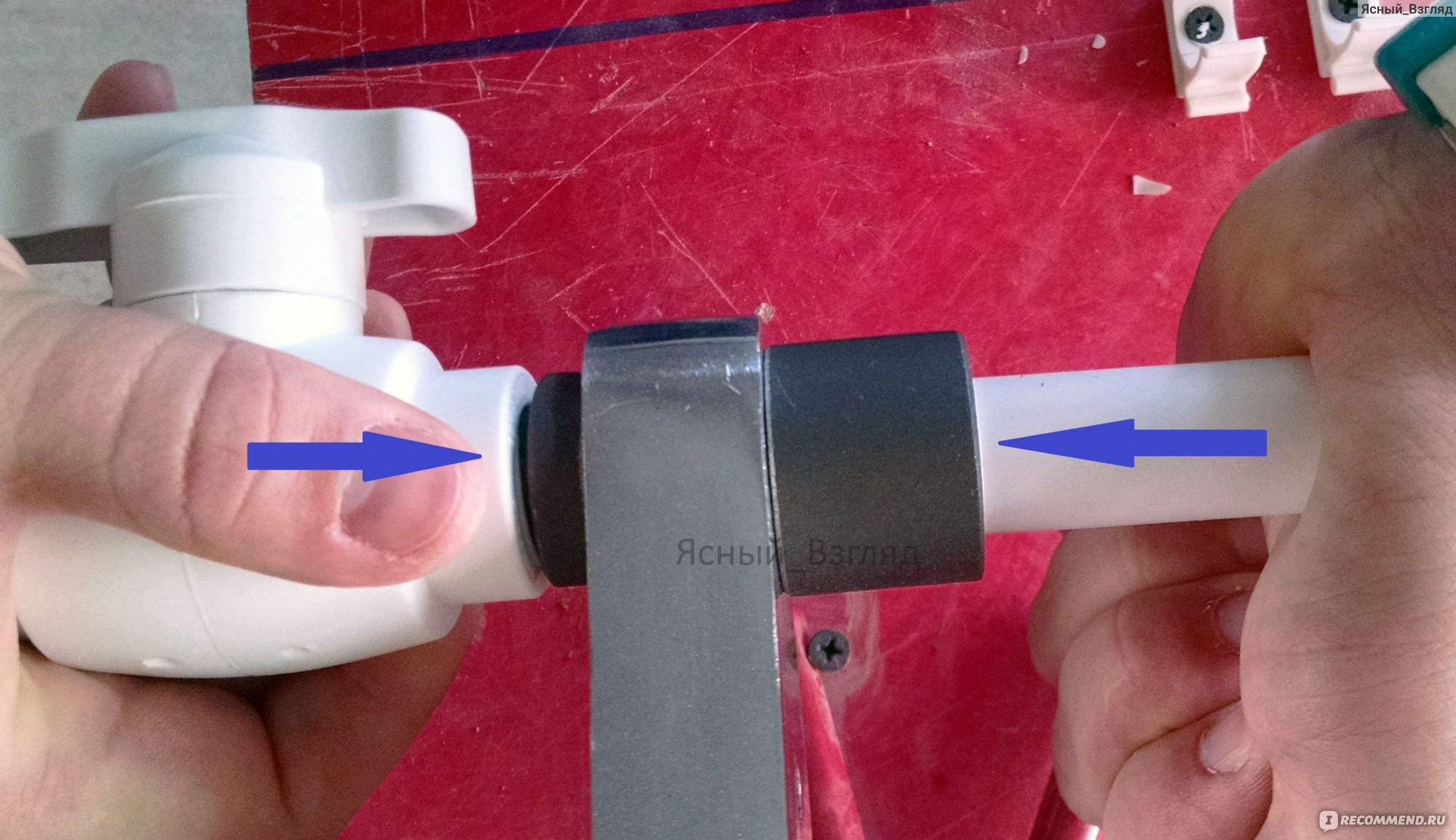
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Диаметр (мм) |
Нагревание (с) |
Перестановка (с) |
Скрепление (с) |
Время полного остывания (мин) |
При работе учитывайте следующие моменты:
Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
При работе на открытом воздухе в мороз увеличьте время нагрева.
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.





