Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.

Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка
Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки.
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами. Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»). Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.










Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.









https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Как правильно варить электросваркой трубы – теория и практика от мастера
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.

Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Как сделать правильный и ровный сварной шов на трубе
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
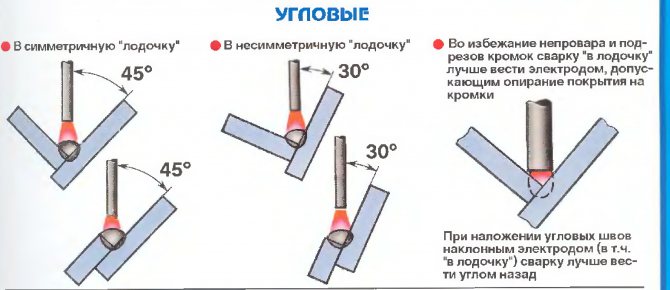
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов. Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик. Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно. Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.

Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Этапы шитья: пошаговая инструкция
Следуя пошаговой инструкции с фото, вы всего за несколько часов сможете украсить кухонное окно красивыми шторами.
- С изнанки ткани разметьте линии подворота, складки и точки, где решили устанавливать колечки для шнура.
- Подогните края сбоку дважды.
Обработка края шторы
Специальным степлером прикрепите липкую ленту с нижней стороны бруса, который будет выполнять роль карниза.
Крепление ленты степлером
- Заменить деревянные брусья можно ламбрекеновой планкой, которую легко найти в специализированных магазинах.
- Верхний край следует тоже обработать и пришить к нему остаток липкой ленты. Это даст возможность снимать шторы для стирки.
- Снизу сделайте подворот и кулиску, в которую позже будет вставлен утяжелитель.
Размещение прутьев
- Пришейте к карнизу кольца для установки механизма подъема. Шаг между кольцами должен быть около 5–10 см. Эта работа обычно выполняется вручную.
- После того как полотно будет зафиксировано липучкой, проденьте шнур в кольца. На нижнем кольце завяжите узел и закрепите его клеем. Протяните шнурок через все кольца. То же самое нужно сделать с оставшимися кольцами.
- В завершение все шнуры вывести на одну сторону и хорошо затянуть. Тесьмой зафиксируйте их в нужном положении.
- Брус прикрепите в необходимом месте. Например, в оконном проеме. Снимите фиксирующую складку. После этого штора опустится.
Римская штора — схема
- Выровняйте натяжение шнурков и завяжите их за последним кольцом.
- Шнуры проденьте через ручку поднятия шторы и через 0,5 м от первоначального узла завяжите.
- Римская штора для кухни готова.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Игольчатый вибратор для бетона
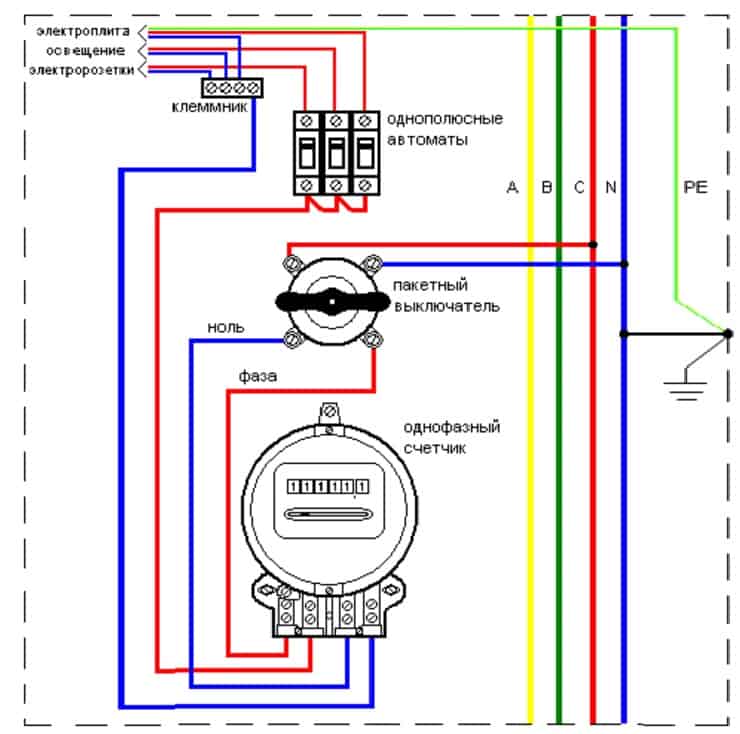
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.









Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.
Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
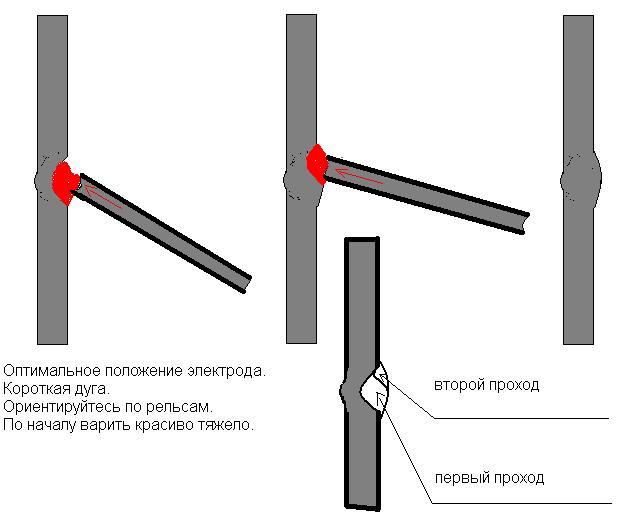
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
Какой инструмент пригодится для сварочных работ
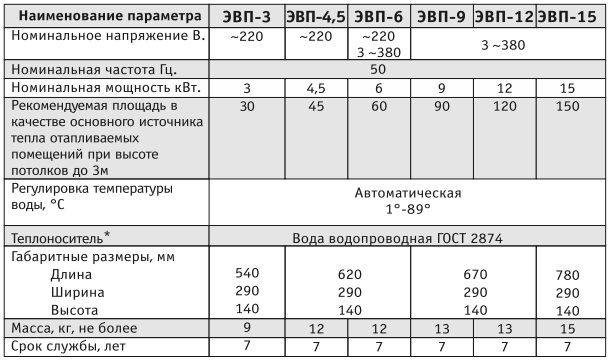
Для электросварки в первую очередь пригодится сварочный аппарат. На сегодня имеется два типа таких устройств:
- Аппараты, изготовленные на базе понижающего трансформатора, в котором регулирование тока сварки происходит методом трансформации магнитного зазора, положения реостата либо другими регуляторами. Он уже морально устарел и фактически не употребляется, поскольку он имеет большой вес, и его транспортировка возможно затруднительной.
- Инверторы, работающие на высоких частотах. В них применен меньший трансформатор, за счет чего аппарат стал более легким и транспортабельным. Регулировать режим сварки в нем возможно с высокой точностью. Но в эксплуатации они менее надежны и требуют от сварщика соответствующей квалификации.
Не считая сварочного аппарата пригодится следующий вспомогательный инвентарь:
- В обязательном порядке необходимо иметь маску со особым светофильтром, дабы возможно было видеть место сварки, а глаза и лицо были защищены от попадания искр и расплавленного металла. Помимо этого, пригодится спецодежда, которая всецело защищает части тела и толстые перчатки, изготовленные из замши, дабы зажим с электродом надежно держался в руке.
- Щетка по металлу для зачистки места перед сваркой и для удаления окалины.
- Электроды, подходящие по чертям для конкретных условий.
- Молоток для сбивания окалины.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.








Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:

Различные конфигурации кромок труб при сваривании деталей друг с другом.
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода). Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).
Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.










При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.