Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Видео:
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.










Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
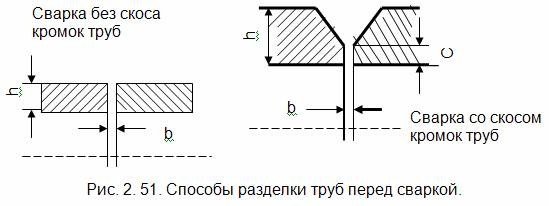
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
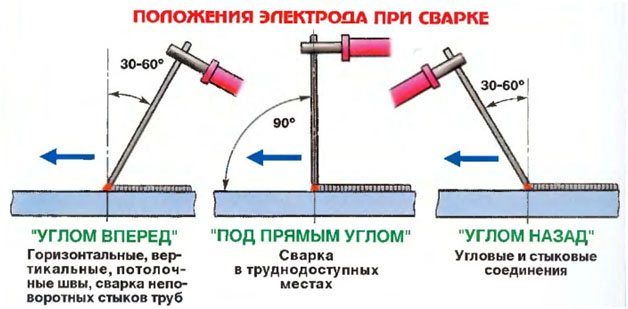
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.










Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
ДВП или MDF?
Для окончательного определения, что такое МДФ и чем отличается от ДВП, достаточно описания технологии производства. ДВП, известная под названием «оргалит», расшифровывается как древесноволокнистая плита, производится влажным прессованием древесной пыли. Технология изготовления не позволяет ДВП быть большой толщины. Распространённая толщина ДВП — 3,2 мм. Толщина плиты МДФ может превышать 20 мм.
При изготовлении фигурных и гнутых изделий из полуфабриката MD, толщина задается габаритами детали. ДВП служит элементом мебели в виде задней стенки или дна выдвижных полок корпусной мебели. Крепление ДВП осуществляется без предварительно сверления отверстий. Для крепления плиты МДФ часто используется шканты или метизы, для которых необходимо сверлением подготовить отверстие. Толщина плиты позволяет производить фрезерование поверхности. Для поклейки отлично подходит клей для древесины.
Какими электродами лучше всего варить трубы
Корневые швы можно получить при помощи рутиловой и основной обмазок. Этот вариант используется преимущественно для труб с небольшим диаметром. Если необходимо произвести сварку деталей с толстым покрытием, рекомендуется отдать предпочтение электродам с рутилово-целлюлозным покрытием.
Красивые кольцевые швы в процессе соединения труб с большим диаметром можно получить с использованием электродов, имеющих целлюлозное покрытие.

Основные электроды дают возможность осуществлять различную стыковку, при этом положение практически не имеет никакого значения. В данном случае сварочный шов выглядит менее привлекательно, но зато он очень надёжный.
Разновидности сварных швов и соединений
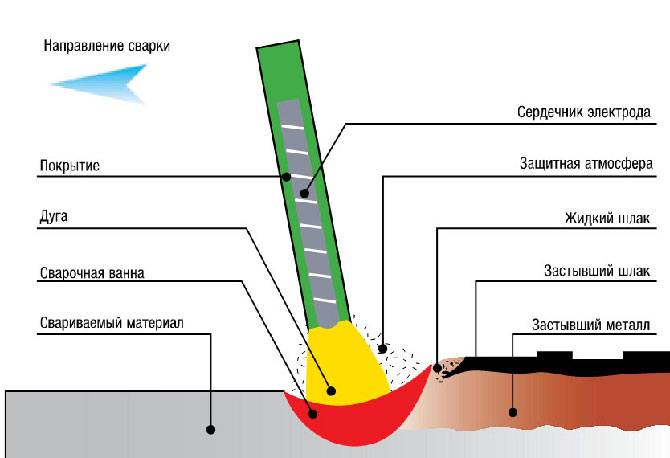
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
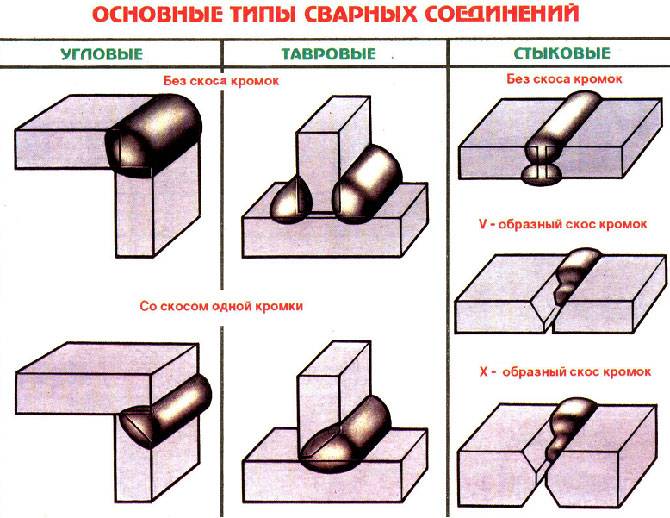
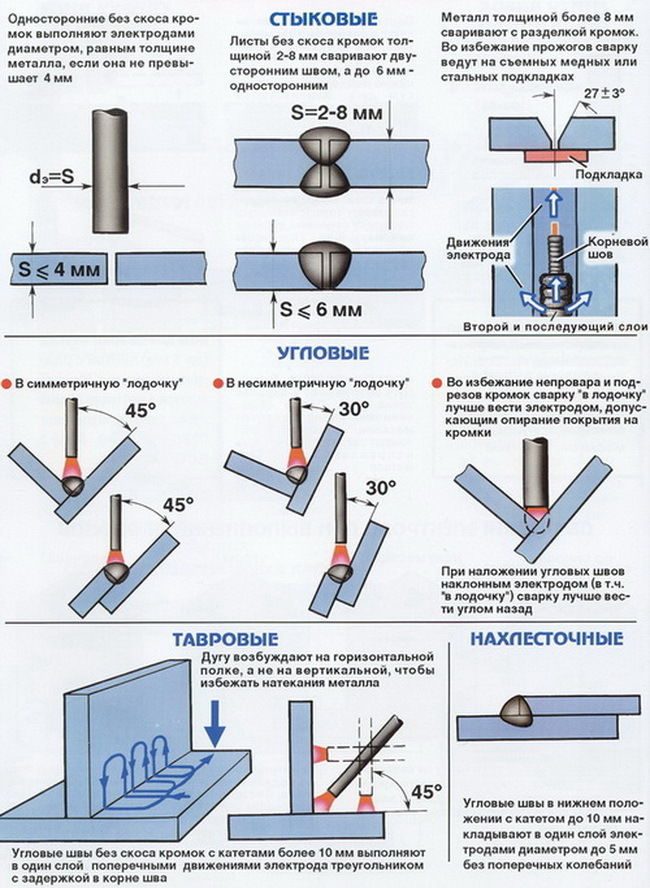
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.









MIG/MAG сварка
MIG/MAG сварка — это метод, суть которого заключается в применении защитного газа и сварочной проволоки. Такая технология может быть ручной (когда сварщик сам подает проволоку в сварочную ванну), полуавтоматической (когда подача проволоки механизирована, но сварщик все равно контролируется скорость подачи) и автоматической (когда проволока подается в автоматическом режиме на заданной скорости).
Самый простой и недорогой вариант — сварка с применением защитного газа и ручной подачей проволоки. Вам не нужно иметь дорогое оборудование с полуавтоматической или автоматической подачей проволоки. Но здесь нужно иметь опыт, поскольку подавать проволоку вручную непросто.
Автоматическая сварка всем хороша. Она сама подает проволоку, а вам остается только вести дугу. Вот только оборудование для автоматической сварки стоит дорого, и вряд ли захотите приобретать аппарат за 500$ для починки газовой трубы на кухне.

Поэтому рекомендуем вам остановиться на покупке полуавтомата. Это универсальный аппарат. Он с одной стороны помогает вам подавать проволоку, так что новичкам будет легче. А с другой стороны стоит не так уж дорого, при этом позволяет добиться хорошего качества шва. С помощью полуавтомата вы сможете сварить трубы, изготовленные из низколегированной или высоколегированной стали.
Здесь шов будет формировать не только за счет расплавленного металла, но и за счет проволоки. Так что качество соединения будет хорошим, если вы умеете обращаться с полуавтоматом. Не забывайте, что нужно настроить подачу защитного газа из баллона. Для этого можно использовать редуктор. И следите за расходом защитного газа при сварке, он не должен быть слишком большим. Например, при сварке тонкостенной трубы с применением углекислого газа может уйти до 15 литров, и это нормальный показатель.
Виды

Сэндвич-труба с базальтовым утеплителем
Дымоход, собранный на основе из стальных труб, имеет конструкцию трех типов:
- Одностенный — дымовая труба из металла толщиной до 2 мм. Устанавливается в уже существующую дымоотводную систему с целью устранения каких-либо недостатков. Например, для ремонта повреждений в кирпичных или керамических дымоходах.
- Сэндвич-дымоход — представляет собой двустенную конструкцию, изготовленную из труб различного диаметра. Между трубами располагается огнестойкий теплоизоляционный материал с низким коэффициентом теплопроводности.
- Коаксиальный — двустенный дымоход с возможностью забора воздуха снаружи помещения. По конструкции похож на сэндвич-трубу с той лишь разницей, что через центральную трубу газы выходят наружу, а через внешнюю проводится забор холодного воздуха.
Все представленные виды стальных дымоходов можно изготовить самостоятельно. Коаксиальный дымоход, по сравнению с одностенным или сэндвич-дымоходом, имеет более сложное устройство, но при наличии правильно составленной схемы соорудить его не составит особых проблем.
Для изготовления своими руками лучше использовать дымоход на основе сэндвич-труб. Такая конструкция обеспечивает постоянный уровень тяги, безопасна, легко ремонтируется, не требует постоянной чистки внутреннего канала.
Оцинковка стальных труб для отопления и свойства оцинкованных труб
К методу оцинкования часто прибегают при монтаже металлических труб отопления, причём не только стальных, но также чугунных и некоторых других. При этом трубы покрываются слоем цинка с той целью, чтобы предотвратить воздействие на них коррозии под воздействием воды, воздуха или влаги.
Подвергаясь окислению, цинк быстро покрывается оксидной плёнкой, которая предохраняет его от дальнейших химических взаимодействий. Вследствие этого, покрытая оцинкованным слоем сталь становится устойчивой по отношению к процессам, вызывающим её коррозию.

Оцинковка может производиться двумя способами: диффузионным или горячим. Первый способ осуществляется при температуре примерно в 400 °C. При этом используется порошкообразный цинк, атомы которого путём диффузии проникают в межкристаллическую структуру стальной трубы. Это способствует формированию очень крепкой и устойчивой связи.
Посредством процесса оцинкования стальные трубы получают антикоррозийную и электрохимическую защиту. Система отопления, укомплектованная из таких труб, способна прослужить значительно дольше и более эффективно, однако недостатком её будет невозможность использования антифризов против замерзания. Тем не менее, оцинкованные трубы считаются значительно более практичными и надёжными в эксплуатации, чем обычные стальные.
Проведение работ
Перед началом сварочных работ нужно надеть спецодежду, подготовить сварочную маску и перчатки. Подготовьте место для сварки. Уберите все огнеопасные предметы. Вам потребуется щетка по металлу для зачистки поверхности трубы и молоток, дабы оббивать шлак. Ну и, естественно, сам сварочный аппарат, и верно подобранные электроды.
На протяжении приобретения электродов прочтите инструкцию на упаковке. Завод-изготовитель показывает на своем товаре правила работы и назначение данного вида электродов. Диаметр электрода и силу тока подбирают методом расчета. На любой 1 мм толщины электрода требуется сила тока, составляющая от 30 до 40 ампер. Что касается инверторных сварочных аппаратов, то в этом случае для 3 мм электрода нужная сила тока составит 80 А. Эти параметры подойдут для сваривания металла, а для его резки нужно увеличивать силу тока до 100 А.









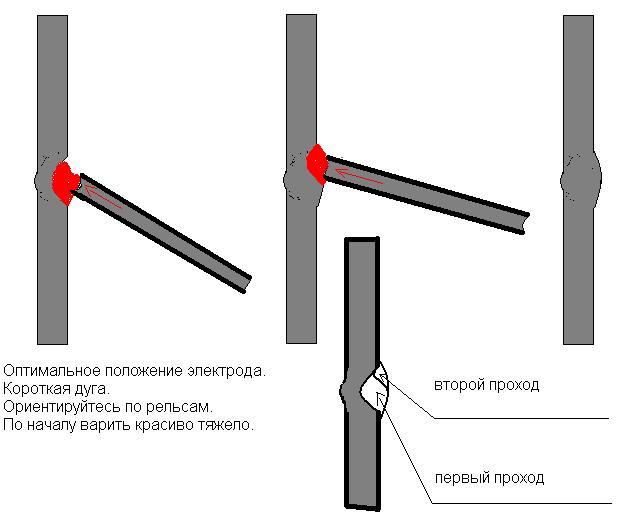
Затевать работу нужно с закрепления обеих труб, дабы избежать смещения шва. Вставленным в держатель электродом зажгите дугу и попытайтесь проварить маленький участок. Электрод должен иметь угол наклона 70? по отношению к свариваемой поверхности и зазор около 2–4 мм. Сходу нужно оговориться, что эти показатели носят очень приблизительный темперамент и оптимальные значения в конкретном случае посоветует только опыт.
Перед тем как решить о проведении работ, нужно максимально готовиться. Тут не будет лишним ни изучение теоретической стороны вопроса, ни просмотр соответствующих видео, ни индивидуальные консультации со экспертами.
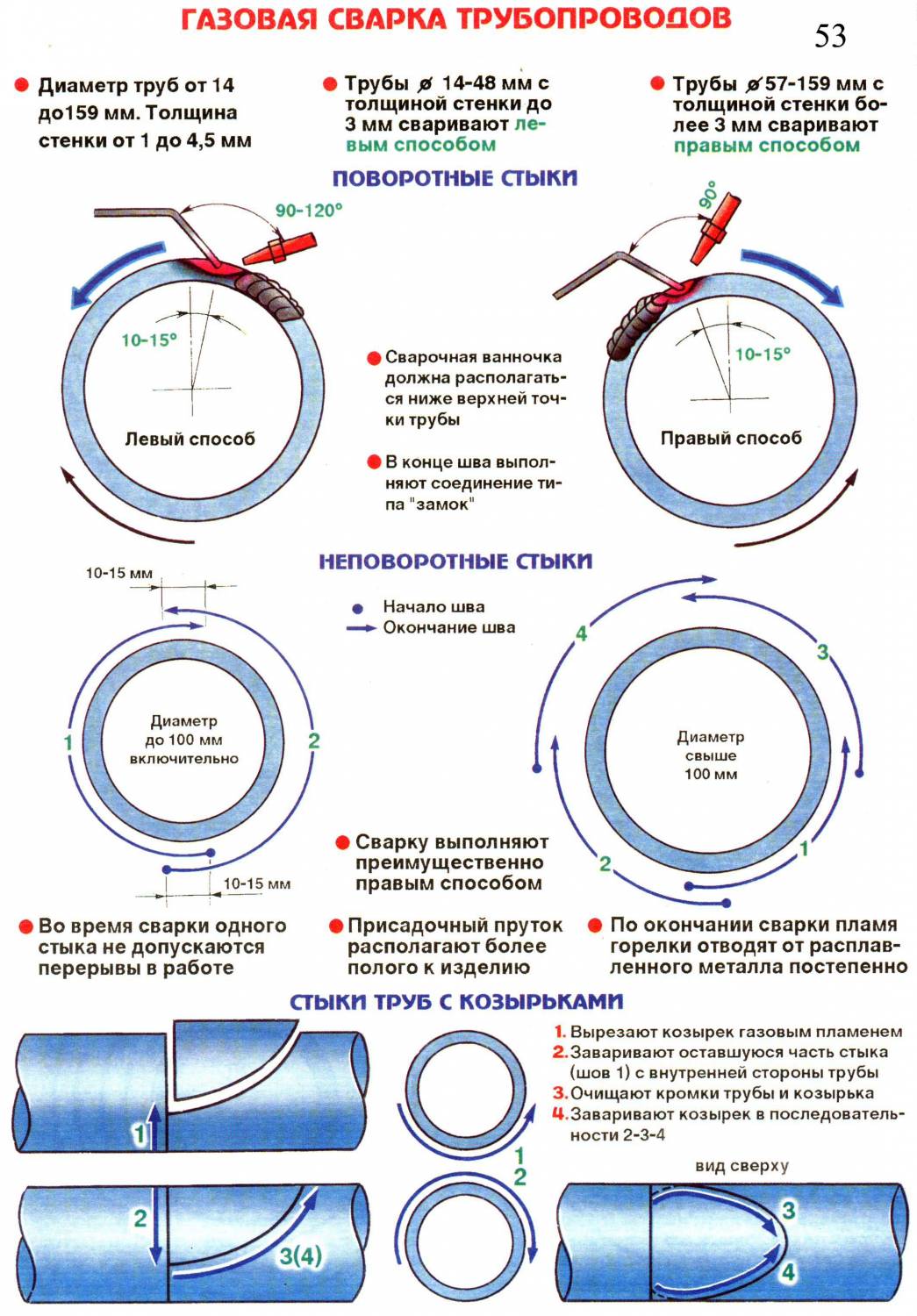
Особенности газосварочной технологии
Скрепление труб отопления газосваркой выполняется по следующему принципу: торцевые части двух элементов совмещаются, а затем постепенно разогреваются в племени газокислородной смеси до высоких температур.

Замену радиаторов лучше всего проводить в теплое время года, так как в сезон холодов придется отключать общедомовое отопление как минимум на несколько часов, что вряд ли обрадует соседей
Для особой прочности шва используется присадочный материал в виде проволоки или прутка. Когда раскаленный металл остывает, образуется монолитное соединение.
Преимущества и недостатки соединения труб сваркой
Одна из основных причин популярности газосварочного метода – специфика работы наших отопительных систем. При циркуляции теплоносителя все элементы конструкции постоянно находятся под давлением, деформирующим места соединения.
Поэтому прочный сварочный шов надежно защищает от прорывов и помогает предотвратить аварию во время коротких скачков давления и даже гидроударов, которыми нередко сопровождается запуск и отключение централизованного отопления.
Плюсы газосварочного метода:
- Долговечность и надежность соединения (считается, что прочность швов после газосварки даже превышает прочность самих радиаторов!).
- Возможность применения деталей любой формы и размеров. Единственное требование – чтобы элементы были из металла толщиной не больше 3,5 мм (в случае превышения экономичней использовать электродуговую сварку).
- Эстетический момент – трубы и батареи, приваренные газосваркой, становятся цельным монолитом, который легко перекрасить в подходящий к интерьеру цвет.
- Можно проводить работы и без подключения к электросети (особенно актуально для новостроя).
- Многие металлы, из которых изготавливают трубы, например, медь, чугун, латунь и свинец, образуют самое крепкое соединение именно при помощи газосварки.
К главному же недостатку этого способа монтажа можно отнести большую площадь нагрева. В результате легко повредить мебель и легковоспламеняющиеся материалы отделки, например, паркет, обои, стеновые панели из пластика, ЛДСП или МДФ.
Чтобы избежать разрушений, термически неустойчивые элементы рекомендуется вынести из рабочей зоны, а немобильные – закрыть асбестовым полотном или другим защитным материалом.
 Если замена батарей газосваркой проводится уже после окончания чистовых отделочных работ, обязательно используйте изолирующие прокладки между стеной и трубами
Если замена батарей газосваркой проводится уже после окончания чистовых отделочных работ, обязательно используйте изолирующие прокладки между стеной и трубами
Кроме того, при газовой сварке в воздух поступают вещества, которые вредны для здоровья – работать без средств спецзащиты категорически запрещается. Именно поэтому все, кто желает освоить газосварочный аппарат на практике, должны изучить правила техники безопасности и получить допуск на работу.
Ограничения по работе с газосварочным аппаратом
Монтаж отопительной системы с помощью газосварки разрешено проводить только профессиональным сварщикам, которые помимо специального образования имеют допуск на проведение работ от пожарной службы.
Учтите, что документ выдается только на определенный период, поэтому при найме мастера стоит не просто глянуть на «корочку», а и изучить срок ее действия.
Из других обязательных требований, предъявляемых к сварщикам: исправность газового аппарата и обязательная защитная экипировка – очки, рабочие перчатки, щиток.
Желательно, чтобы мастер использовал присадочную проволоку для швов и современное оборудование, работающее на смеси кислорода с ацетиленом. Другие горючие газы, например, метан или пропан, допустимы при условии, если температура их горения будет в два раза превышать температуру плавления присадочного прутка.
Удостоверение такого образца подтверждает, что специалист имеет соответствующую квалификацию и прошел обучение технике безопасности. Обязательным условием подлинности является печать
Если вы не профессиональный газосварщик, для проведения работ можно обратиться в местные теплосети или управляющую домом организацию. Для этого собственник квартиры составляет заявление о необходимости замены батарей и согласовывает дату для перекрытия движения теплоносителя в общедомовой магистрали.
После сварки и монтажа радиаторов приглашенный мастер должен произвести испытание опрессовкой и удостовериться в исправности системы. Самостоятельно прекращать и запускать отопление в многоквартирных домах категорически запрещено.






Сварка стальных труб
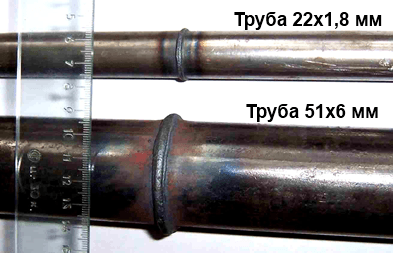
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
5.Сварка труб электросваркой в защитных газах: аргонодуговая сварка.
Режимы:
- Сварочный ток зависит при сварке за один проход от толщины стенки детали, а при многопроходной – от высоты валика. На каждый мм диаметра электрода назначается 30-35 А.
- Напряжение на дуге держат минимальным, что соответствует сварке короткой дугой.
- Скорость сварки регулируется так, чтобы гарантировалось проплавление кромок и формирование размеров шва.
- Расход аргона зависит от марки стали, режима сварочного тока и находится в диапазоне от 8 до 14 л/мин.
- Варить сплошной шов надо сразу после установки прихваток, которые при выполнении первого слоя следует переплавлять.
- Подача аргона прекращается только через 5-8 секунд после обрыва дуги.
Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.





