Производство стеклопластиковых труб
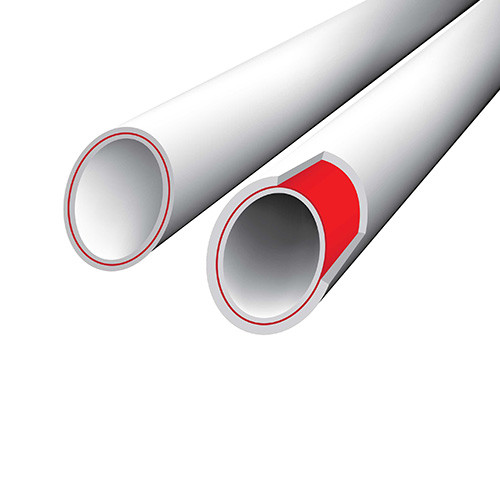
- Первый слой изготавливается из стекловолокна, смоченного полиэфирным маслом. Он отвечает за устойчивость к коррозии и истиранию, а также водонепроницаемость.
- Второй слой выполнен из того же стекловолокна с маслами и песком, гарантируя устойчивость к механическим нагрузкам.
- Внешний третий слой из ПВХ обеспечивает стойкость к ультрафиолету и температурным перепадам.
- Внутренний слой отличается гладкостью, следовательно, высокими гидравлическими свойствами.
Изготовление труб из стеклопластика проходит в непрерывном режиме, а вся продукция отвечает требованиям международных стандартов (AWWA, ASTM, ISO, СЕN).
Фитинги и аксессуары
Аксессуары для труб из стекловолокна изготовлены из смол эпоксидных и виниловых эфиров. Данные адгезивы обеспечивают наилучшую коррозионную стойкость и температурные характеристики.
Фитинги включают фланцы, муфты, тройники, редукторы, дренажные трубы, ремонтные комплекты, набор для ремонта стеклопластика и многое другое. Стекловолоконные трубы предназначены для тяжелых эксплутационных условий и подходят для широкого спектра химических веществ, указанных в руководстве по химическому сопротивлению стекловолокна.
Все фитинги поставляются с патрубком или фланцевым соединением для легкого монтажа в полевых условиях. Цены труб стеклопластиковых включают все необходимые для монтажа аксессуары и варьируются в диапазоне от 4 350 до 47 900 рублей за один погонный метр в зависимости от диаметра.
Применение стеклопластиковых труб
Стеклопластиковыми трубами прокладывают сети:
- Водозаборов и холодного водопровода – от магистральных до внутренних сетей;
- Канализацию и ливневку;
- Дренажные сети, сооружения для очистки, мелиорации и ирригации.
Применяют трубы также для целей пожаротушения, для транспорта нефти и газа (6 классов давление и 3 класса прочности), а также и для сборки легких строительных опорных и каркасных конструкций: так что диапазон использования очень широкий. Процесс производства труб позволяет спецзаказы.
Характеристики стеклопластиковых труб
Пределы работы труб на полиэфирных смолах – давление 32 атм и температура 90 град; для труб на эпоксидном связующем – предельное давление на порядок выше (до 240 атм), предельная температура теплоносителя 130 град. При этом теплопроводные характеристики стеклопластика в ряде случаев позволяют не изолировать внешние стенки труб, тепло практически не излучается. Трубы на эпоксидных смолах применяют в промышленном строительстве, в энергетической (опреснители и охлаждающие системы ТЭЦ), в нефтяной и химической отраслях. В частных домах – для отопительных систем и горячего водоснабжения.
Ценовая разница стеклокомпозитов на эпоксидных и полиэфирных связующих значительна, это связано в первую очередь с высокой стоимостью эпоксидного сырья. В обычной системе горячего водопровода и в котельной установке частного дома применение дорогих труб на эпоксидном связующем оправдано, но для холодного водопровода и других коммуникаций высокой прочности не требуется и более чем достаточны характеристики труб на полиэфирных смолах.
Кроме трубопроводов, стеклопластиковые трубы отличный легкий и прочный материал для каркасных конструкций – прогонов и стоек, различных опорных элементов. Цены на эти трубы сильно зависят не только от диаметра, но и от вида связующего (трубы на полиэфирных смолах намного дешевле эпоксидных), поэтому понятен интерес частных застройщиков и дачников к легкой, эстетичной, высокопрочной трубе с абсолютной коррозионной стойкостью – практически вечный материал. В частном домостроении широко использовать стеклопластиковые трубы пока что не торопятся, но в пользу стеклокомпозитов говорит простой факт: при переоборудовании и ремонтах систем трубопроводов очень многие предприятия меняют металлические трубы на стеклопластиковые.
Монтаж стеклопластиковых труб
При покупке труб из стеклокомпозита обращают внимание на торец – не должно быть растрескивания и расслоения, только гладкие и ровные поверхности. Визуально бывают видны посторонние вкрапления в композите – это скорее всего признак плохого качества
В самостоятельном монтаже стеклопластиковые трубы можно пилить, фрезеровать торцы, засверливать и протачивать, при этом качественный стеклокомпозит не показывает ни расслоений, ни трещин или сколов.
Существуют ряд способов монтажа, из которых несколько самых надежных и простых:
- Раструбные трубы монтируют так же, как и ПВХ-трубы;
- Фланцевое крепление – соединение предполагает использование трубы со специальным фланцевым кольцом на торце, кольцо снабжено отверстиями для болтов;
- Муфтовый монтаж типа бугельного – трубы стыкуются и соединяются крепежными элементами (болты, шурупы, шпильки и так далее). При монтаже на муфтах используют как съемные соединительные элементы, так и клеящий состав – при сборке без возможности демонтажа с последующим применением элементов;
- Допускаются в ряде случаев и резьбовые, и винтовые соединения как для труб из пластика.
Несколько нюансов по хранению и установке труб:
- Хранят трубы в помещении не ближе одного метра от нагревательного прибора;
- Бросать трубы не рекомендуется;
- Если привезли трубы в мороз – нужно выдержать их в помещении сутки-двое;
- Монтируют стеклопластиковые трубы при положительных температурах воздуха;
- До монтажа труб все работы со сваркой рядом с местом работ должны быть закончены;
- Перекручивать и слишком «перегибать» нельзя любую трубу и стеклокомпозит не исключение; пределы ручного изгиба – не более 5 диаметров, если это разрешено техническим руководством. если изгиб больше 30 град, то отвод берут на 45;
- Режут стеклопластик под прямым углом относительно центральной оси, специальными строительными ножницами с острыми лезвиями. При использовании фитингов с металлом следует избегать сильных натяжений;
- Предпочтительны не джутовые уплотнители, а тефлоновые.
При эксплуатации следует соблюдать все условия, означенные в технической характеристике на стеклокомпозитные трубы: например, для незащищенных от УФ труб предусмотреть изоляцию и защиту. От замерзания внешние трубопроводы защищают стандартно – утеплением.
Общие характеристики стеклопластика
Стеклопластик – пластический материал, в составе которого есть стекловолокнистые компоненты и связующий наполнитель (термопластичные и термореактивные полимеры). Наряду с относительно невысокой плотностью стеклопластиковые изделия отличаются хорошими прочностными качествами.
Последние 30-40 лет стеклопластик массово применяется для изготовления трубопроводов разного назначения.
Полимерный композит является достойной альтернативой стекла, керамики, металла и бетона при производстве конструкций, рассчитанных на эксплуатацию в экстремальных условиях (нефтехимия, авиация, добыча газа, судостроение и т.п.)
Магистрали сочетают в себе качества стекла и полимеров:
- Малый вес. Средний вес стеклопласта составляет 1,1 г/куб.см. Для сравнения, этот же параметр по стали и меди гораздо выше – 7,8 и 8,9 соответственно. Благодаря легкости, облегчаются монтажные работы и транспортировка материала.
- Коррозийная стойкость. Составляющие композита имеют низкую реакционную способность, поэтому не подвергаются электрохимической коррозии и бактериальному разложению. Это качество – решающий аргумент в пользу стеклопласта для подземных инженерных сетей.
- Высокие механические свойства. Абсолютный предел прочности композита уступает показателю стали, но параметр удельной прочности значительно превосходит термопластичные полимеры (ПВХ, ПНД).
- Атмосферостойкость. Диапазон граничных температур (-60 °С..+80 °С), обработка труб защитным слоем из гелькоута обеспечивает невосприимчивость к лучам УФ-диапазона. Кроме того, материал стоек к ветру (предел – 300 км/ч). Некоторые производители заявляют о сейсмостойкости трубной арматуры.
- Огнеупорность. Негорючее стекло – главный компонент стеклопласта, поэтому материал трудновоспламеняем. При горении не выделяется отравляющий газ диоксин.
Стеклопластик имеет низкую теплопроводность, что объясняет его теплоизоляционные качества.
Недостатки композитных труб: подверженность абразивному износу, образование канцерогенной пыли вследствие механической обработки и высокая стоимость в сравнении с пластиком
По мере истирания внутренних стенок оголяются и обламываются волокна – частицы могут попадать в транспортируемую среду.
Галерея изображений
Фото из
В изготовлении стеклопластиковых труб используется стекловолокна и связующие компоненты: термопластичные и термореактивные полимеры. В итоге получается прочный и устойчивый к внешней агрессии материал с относительно невысоким удельным весом
Производят трубы из стеклопластика методом литья или непрерывной намотки. Технология изготовления зависит от назначения и предстоящих эксплуатационных условий
Для устройства коммуникационных и транспортирующих систем разной степени сложности выпускают стеклопластиковые трубы различных диаметров. Из них собирают как магистральные линии, так и ответвления
Стеклопластиковая длинномерная продукция гораздо устойчивее к агрессивным и абразивным средам, чем чугунные или стальные трубы, потому активно используются в промышленности
В химической, фармакологической, пищевой, нефте- и газоперерабатывающей промышленности стеклопластиковые трубы нашли высокий спрос и активное применение
Стеклопластик используют в сооружении всех видов коммунальных систем. Они подходят для сооружения водопровода, вентилирования, отопления, водоотведения. Служат кожухом в подземной прокладке электро- и прочих коммуникационных линий









Трубы из стеклопластика пригодны как для наземной, так и для подземной прокладки. Они не нуждаются в устройстве дополнительной защиты
Размеры и конструкция стеклопластиковых труб унифицированы. Их соединение производится способом, предусмотренным для других видов труб в определенной сфере
Веские плюсы труб из стеклопластика
Изготовление труб по методу непрерывной намотки
Стеклопластиковые изделия различных диаметров
Транспортировка абразивных и агрессивных сред
Стеклопластиковый трубопровод на предприятии
Раструбное соединение в системе водоотведения
Открытая прокладка труб на опорах
Использование фланцевого соединителя
Производство
Как выглядит производство стеклопластиковых труб?
К настоящему времени можно выделить четыре основных технологии их изготовления.
| Название | Описание |
| Экструзия | Смола смешивается с отвердителем и рубленым стекловолокном, после чего продавливается экструдером через кольцевое отверстие. Производство дешево, технологично, однако отсутствие регулярного армирующего каркаса сказывается на итоговой прочности изделий. |
| Пултрузия | Труба формируется между внутренней и наружной оправками. Обе поверхности получаются идеальными; однако ряд технологических ограничений не позволяет производить таким образом трубы больших диаметров и с высоким рабочим давлением. |
| Центробежное формование | Армирование представляет собой готовый рукав из стеклоткани, который прижимается к поверхности вращающейся формы центробежными силами. Они же способствуют равномерному распределению смолы по будущим стенкам. Основное достоинство технологии – возможность получить гладкую наружную поверхность; основной недостаток – энергоемкость и, соответственно, дороговизна. |
| Намотка | Пропитанное связующим стекловолокно (нить, лента или ткань) наматывается на цилиндрическую оправку. Оборудование для производства стеклопластиковых труб методом намотки наиболее распространено благодаря относительной простоте и высокой производительности. |
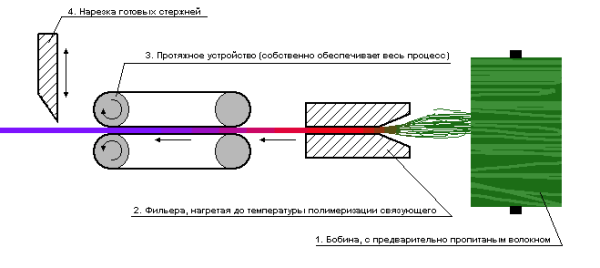
Схема производства методом пултрузии.
У последнего метода производства есть несколько, так сказать, подвидов. Давайте познакомимся с ними.
Спирально-кольцевая намотка
Укладчик – кольцо с несколькими механизмами подачи пропитанной нити – совершает возвратно-поступательные движения вдоль вращающейся оправки. При каждом проходе укладывается слой волокон с постоянным шагом; кольцевая схема укладки, как мы помним, позволяет добиться максимальной прочности трубы на разрыв.
Методом спирально-кольцевой намотки изготавливаются насосно-компрессорные трубы, рассчитанные на высокие рабочие давления, несущие конструктивные элементы (в том числе композитные опоры ЛЭП) и даже… корпуса ракетных двигателей.

Изготовление НКТ спирально-кольцевой намоткой.
Спирально-ленточная намотка
Разница с предыдущим методом – лишь в том, что за один проход укладчик формирует узкую ленту в десяток-другой волокон. Соответственно, для формирования сплошного армирования требуется куда больше проходов; само армирования получается несколько менее плотным. Главное достоинство метода – куда более простое и, соответственно, дешевое оборудование.
Продольно-поперечная намотка
Принципиальное отличие от предыдущих схем – в том, что намотка делается непрерывной: укладчик одновременно укладывает продольные и поперечные нити. Казалось бы, это должно упростить и удешевить технологию; однако здесь есть сугубо механическая проблема.









Оправка, на которой наматывается будущая труба, вращается; раз так – должны вращаться и катушки, с которых разматывается нить продольного армирования. Причем чем больше диаметр трубы, тем больше должно быть катушек.

Продольно-поперечный намотчик.
Косослойная поперечно-продольная намотка
Это решение было разработано еще при жизни Советского Союза в Харькове и первоначально применялось при производстве корпусов реактивных снарядов. Позже оно получило распространение на всем постсоветском пространстве.
В чем суть метода?
- Укладчик формирует широкую ленту параллельных пропитанных связующим волокон.
- Лента перед намоткой на оправку предварительно обматывается нитью без пропитки, впоследствии образующей осевую арматуру. Сами же собранные в ленту нити образуют, соответственно, арматуру поперечную: лента укладывается поперек оси оправки.
- После укладки каждый слой прокатывается валиками, уплотняющими армирование и вытесняющими лишнее связующее.
Чем выгодна такая схема?
- Возможностью непрерывного производства. За один проход можно сформировать сколь угодно толстые стенки, просто меняя нахлест ленты.
- Высокой производительностью.
- Возможностью производить стеклопластиковые трубы большого диаметра (в теории – без каких-либо ограничений максимального размера). Габариты ограничены только размером оправки.
- Чрезвычайно высоким содержанием стекловолокна в готовом материале. Оно доходит до 85% против 45-65% при альтернативных способах. Это влияет как на итоговую прочность, так и на горючесть продукции.

Косослойная поперечно – продольная намотка.
Где могут использоваться трубы из стеклопластика?
Сразу оговоримся, что они могут применяться в самых разных промышленных и хозяйственных отраслях. Но если говорить более конкретно, то такие трубы отлично зарекомендовали себя в приведенных ниже сферах.
- Энергетика. Здесь такие трубы активно применяются при прокладке магистралей, функционирующих при высоком показателе давления.
- Нефтяная промышленность. В данном случае трубы из стеклопластика используются как для транспортирования ценных ископаемых (речь идет о магистральных линиях), так и для обеспечения всех остальных производственных процессов, в том числе для добычи газа/нефти.
- В системе ЖКХ. А здесь описываемые в статье изделия применяются для прокладки водопроводов (ГВС и ХВС), а также для монтажа отопительных систем.
- Медицинская, химическая промышленности. Благодаря химической нейтральности, а также устойчивости к разного рода агрессивным воздействиям, стеклопластиковые трубы просто незаменимы для транспортировки щелочей, кислот и иных смесей/жидкостей.
3.4 Расчет трубопровода на прочность
3.4.1 Для
выбора стеклопластиковых труб по показателю кольцевой жесткости с учетом
конкретных условий следует пользоваться методикой, изложенной в СП 40-102.
3.4.2
Допускаемую глубину заложения (от шелыги до поверхности земли) при прокладке
подземной канализации в местах со случайным движением или отсутствием движения
транспорта (под газонами, пешеходными дорожками, внутриквартальными проездами и
т.п.) в грунтах с нормативным сопротивлением, равным или более 0,15 МПа, при
наличии под трубами уплотненной «постели» из песка или мягкого грунта и
уплотнении грунта обратной засыпки в пазухах траншеи ручными трамбовками
следует принимать для труб с кольцевой жесткостью: G1 = 1,5; G 2 = 2; G 3 = 3-4; G 4 = 6 и G 5 = 8 м.
3.4.3
Допускаемую глубину заложения в грунтах с нормативным сопротивлением до 0,15
МПа, где требуется устройство искусственного жесткого (бетонного или
железобетонного) основания под трубопровод, или при транспортной нагрузке
следует принимать для труб с кольцевой жесткостью, равной или ниже G 3 — до 2,4 м; G 4 — до 3,5 м и G 5 — до 6 м.
3.4.4 При отсутствии
движения транспорта минимальная глубина заложения в грунт стеклопластиковых
труб с кольцевой жесткостью принимается: G1 = 1,0, G2 = 0,9, G3 = 0,8, G4 = 0,7, G5 = 0,6 м и при интенсивном движении
транспортных средств G1 =
1,5м, G2 = 1,4, G3 = 1,3, G4=1,2, G5= 1,1 м.
4 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1
Стеклопластиковые трубы и соединительные детали перевозят любым видом
транспорта (железной дорогой, автотранспортом и т.п.) в закрепленном состоянии,
препятствующем их перемещению, в соответствии с правилами перевозки грузов,
действующими на данном виде транспорта.
Для перевозки
труб одной длины, но разного диаметра их допускается помещать друг в друга с
обязательной защитой их внутренней поверхности от повреждения. В качестве
защитных материалов используют различные мягкие материалы: резиновые жгуты и
кольца, ткань, пленку из поливинилхлорида, полиэтилена или полипропилена и т.
п.
4.2
Стеклопластиковые трубы и детали можно перемещать вручную либо с помощью
подъемно-транспортного оборудования, используя неметаллические стропы.
4.3
Запрещается перемещать трубы (детали) волоком, сбрасывать и спускать по
наклонной плоскости. Не допускается ронять и ударять трубы и детали друг о
друга.
4.4 Для защиты
раструбов и концов труб от повреждений допускается обматывать их пленкой,
4.5 Длительное
хранение труб и деталей осуществляется в закрытых помещениях или под навесом
при температуре от минус 50 до 50 °С в условиях, исключающих воздействие
атмосферных осадков и прямых солнечных лучей и не ближе 1 м от нагревательных
приборов,
4.6 Трубы
должны храниться на стеллажах или в штабелях высотой до 2 ми опираться на
боковые опоры, исключающие их скатывание или сползание, на опорных или
разделительных досках на ровной поверхности, свободной от твердых и острых
предметов.
4.7
Соединительные детали следует хранить рассортированными по виду и диаметрам.










4.8 При
хранении и транспортировании труб и деталей следует соблюдать меры, исключающие
их механические повреждения, деформацию и взаимные перемещения.
4,9 Резиновые
уплотнители должны храниться в помещениях при температуре от 0 до 25 °С на
расстоянии не менее 1 м от отопительных приборов и быть защищены от загрязнения
химически нейтральными смазочными материалами.
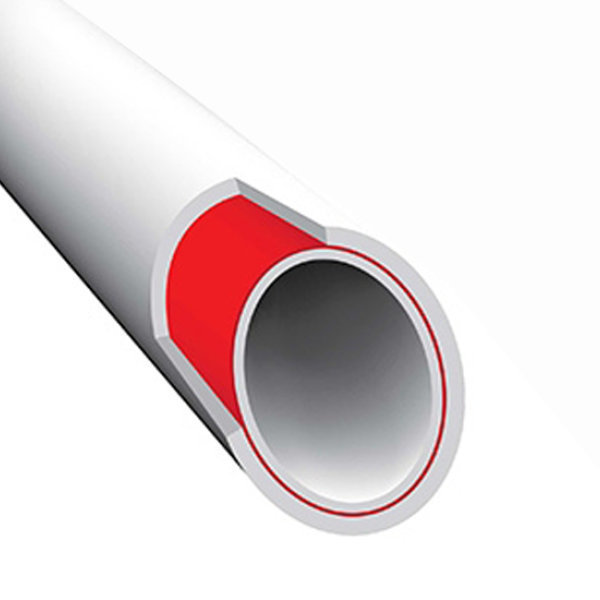
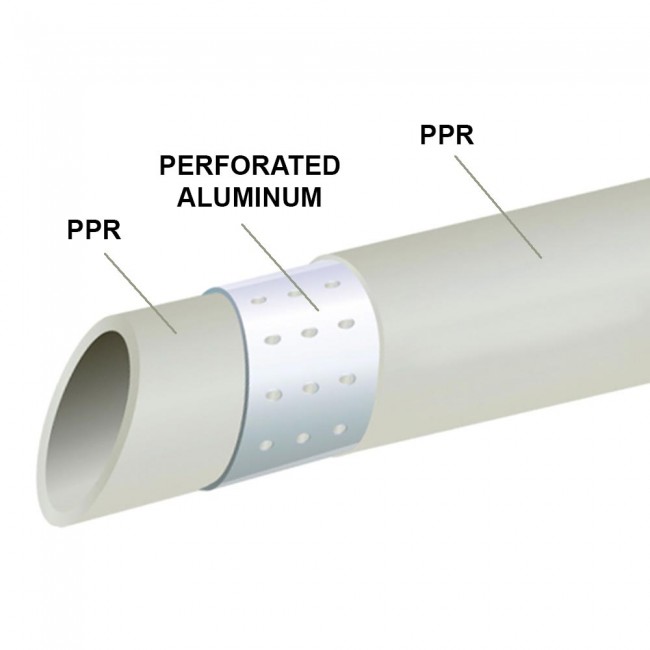
Контуры, армированные алюминием
Особого внимания заслуживает армирование труб алюминиевой фольгой. Почему же выбран алюминий? Отличительной характеристикой данного металла является защита внутренних стенок от негативного действия химических элементов. Алюминиевую патину могут разрушить лишь соли ртути, которая в данных системах не используется. Именно поэтому трубы находятся под надёжной защитой. Также контуры с алюминиевым армированием способны бороться с перепадами давления воды, циркулирующей внутри. Похожими свойствами обладают такие металлы, как платина, золото и серебро.

Преимущества:
- Имеют высокую прочность.
- Не подвергаются коррозии.
- Устойчивы к бактериальному заражению.
- Отталкивают известковый налёт.
- Не подвергаются механическому износу.
Недостатки:
- Необходимость зачищать стыкуемые концы при установке, что при неумелом вмешательстве может повредить систему в целом. Но если не соблюсти эту рекомендацию, то возможно расслоение материала.
- При агрессивном воздействии солнца материал может сломаться.
- Имеют маленький радиус поворота.
Технологии изготовления
Сейчас существуют четыре основные технологии изготовления стеклопластиковых труб:
- Экструзия.
- Пултрузия – формование изделия между наружной и внутренней оправками.
- Центробежное формование (литье) на технологической оправке (на ее внутренней поверхности).
- Намотка – пропитанную незатвердевшим связующим ленту (или ткань, нить) из стекловолокна наматывают на оправку.
Экструзия
Экструзия – процесс выдавливания смеси стекловолокна и смолы (или термопластичных полимеров) через отверстие в виде кольца. Простая, недорогая и высокопроизводительная технология, но получившиеся изделия не имеют высокой прочности. Но ее вполне достаточно для использования для канализационных, водопроводных систем. В этом виде стеклопластика иногда применяют не смолы, а термопластичные полимеры – ПНД, ПП.
Пултрузия
Пултрузия – протягивание стержня из пропитанных связующим веществом стекловолокон через несколько последовательно расположенных фильер с уменьшающимся сечением. Метод непрерывный, для него подбирают состав связующего с точно рассчитанным временем твердения и небольшим временем начального схватывания. Ровинг (ровницу) из стекловолокна пропускают через ванну со связующим, затем заготовку предварительно формуют, затем протягивают, отверждают, режут.
Метод пултрузии имеет самую высокую производительность, он дешев, применяется для массового производства сантехнических и водопроводных труб, работающих при небольших рабочих давлениях. Получаются стеклопластиковые трубы с очень ровными внутренней и наружной поверхностями. Недостаток – невозможность изготовления труб большого диаметра, работающих при очень высоких давлениях, сложность технологического процесса. При пултрузии сложно выполнить кольцевое армирование.
Формование центробежное
Достаточно давний метод изготовления композитных конструкций. Труба формируется внутри быстро вращающейся формы, внутрь подаются материалы – рубленое стекловолокно, иногда стеклоткань и неотвердевшая смола. Под воздействием центробежной силы материалы распределяются по форме и застывают. Получается трубка с очень гладкой наружной стенкой и точным наружным диаметром, стенки получаются однородными, без расслоений и включений пузырьков газа.
Недостаток – высокая стоимость метода. Применяется для изготовления толстостенных труб с повышенной кольцевой жесткостью, например для микротоннелей.
Намотка
Изготовления стеклопластиковых труб методом намотки (навивки) – самая простая из всех технологий с высокой производительностью. Способы намотки: спирально-кольцевой, спирально-ленточный, продольно-поперечный, косослойный продольно-поперечный. Изготовление способом намотки может быть непрерывным либо периодическим. Для изготовления стеклопластиковых изделий используют термореактивные (полиэфирные, эпоксидные, фенолформальдегидные смолы) и термопластичные связующие материалы (ПП, ПЭ, полиамид).
При намотке нитей или ленты из стекловолокна, пропитанного связующим, формируется очень гладкая внутренняя и шершавая наружная поверхность трубы.
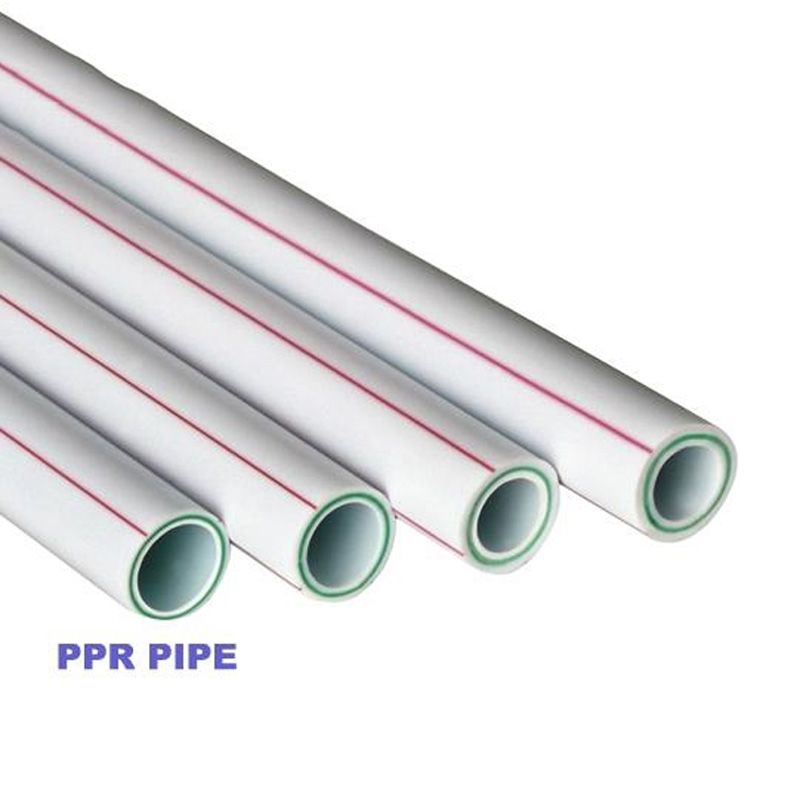
На что обратить внимание при выборе полипропиленовых труб
Основными критериями выбора таких изделий должны быть их технические характеристики.
Рабочее давление
Маркируется на внешней поверхности в виде надписи «PN». Величина давления подбирается в соответствии с индивидуальными особенностями отопительной системы. Если будут наблюдаться постоянные гидроудары или нужно будет часто спрессовывать систему трубопроводов, оптимальным будет полипропиленовое изделие «PN20».
Если в отопительной системе нагрев теплоносителя будет превышать 70 градусов, более подходящими будут трубы «PN25», армированные стекловолокном. Когда применяется автономное отопление, обычно давление не превышает 10 атмосфер. Чтобы смонтировать такую отопительную систему, можно воспользоваться полипропиленовыми трубопроводами «PN20», имеющие цельное алюминиевое армирование.
Теплоноситель и его нормальная температура
В зависимости от установленной системы отопления подбираются соответствующие полипропиленовые трубы. Так как в «теплом полу» температура теплоносителя не превышает 40 градусов, можно устанавливать изделия, имеющие любое армирование. Можно воспользоваться изделиями из моносостава.
Там, где установлены радиаторы, а нагрев теплоносителя достигает 85 градусов, можно смело устанавливать полипропиленовые трубы с любым видом армирования.
Диаметр трубопровода
Этот параметр очень важен для нормальной работы системы отопления. Он должен полностью удовлетворять требования системы. Внутреннее отверстие трубы должно свободно пропускать соответствующий поток теплоносителя за определенное время.
В очень больших помещениях, например, гостиницах, монтируются трубы, диаметр которых превышает 200 мм.
В индивидуальных постройках достаточно установить ПП трубы сечением 20-32 мм. Они легко монтируются с образованием нужного изгиба.








ПП трубы для отопления армированные часто устанавливают в системах горячего водоснабжения. Прекрасно выдерживает большую температуру полипропилен с сечением 20 мм. Стояки изготавливаются из полипропиленовых изделий диаметром 25-32 мм.
При подключении к центральному отоплению применяются 25 мм ПП трубы.
Для нормального функционирования теплого пола монтируют 16 мм изделия.

Сборная автономная отапливающая система монтируется из труб разного диаметра.
Описанные выше советы необходимо брать за основу, и прежде, чем покупать и устанавливать ПП трубы отопления, нужно учесть индивидуальные особенности объекта, а иногда даже особенности отдельных участков системы.
К примеру, когда делается монтаж отопления однотрубной системы, подключение радиаторов выполняется последовательно. Чтобы смонтировать подобное кольцо, нужно воспользоваться трубами с диаметром 32-40 мм. Дополнительные отводы к радиаторам делаются из диаметра менее 26 мм.
Если установлена двухтрубная система, то отопление осуществляется совсем по другому принципу. Линия подачи совместно с обраткой уменьшает давление в трубопроводе. Поэтому можно установить трубы с диаметром менее 30 мм.
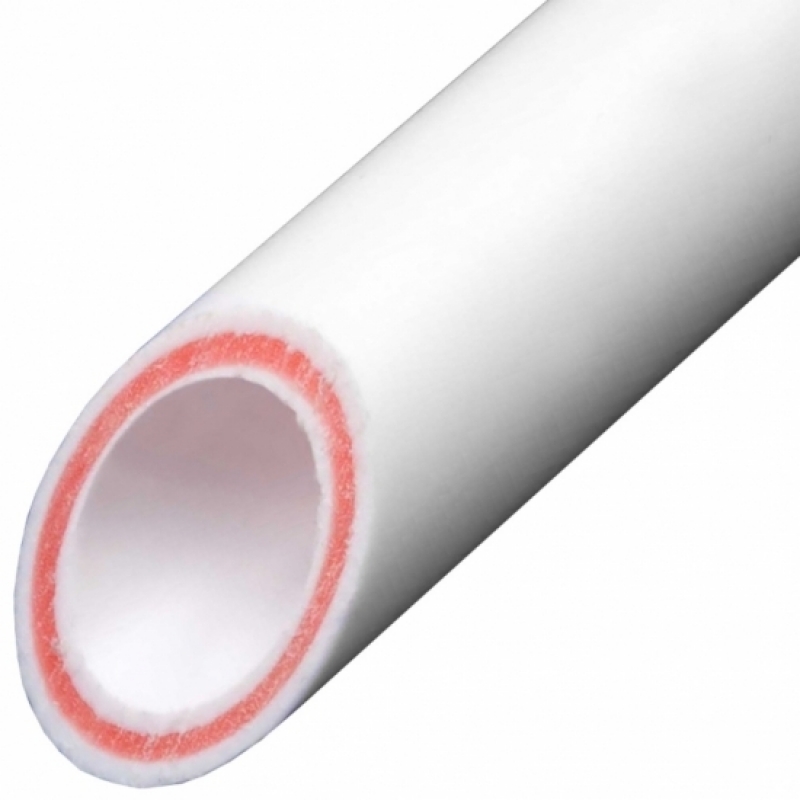
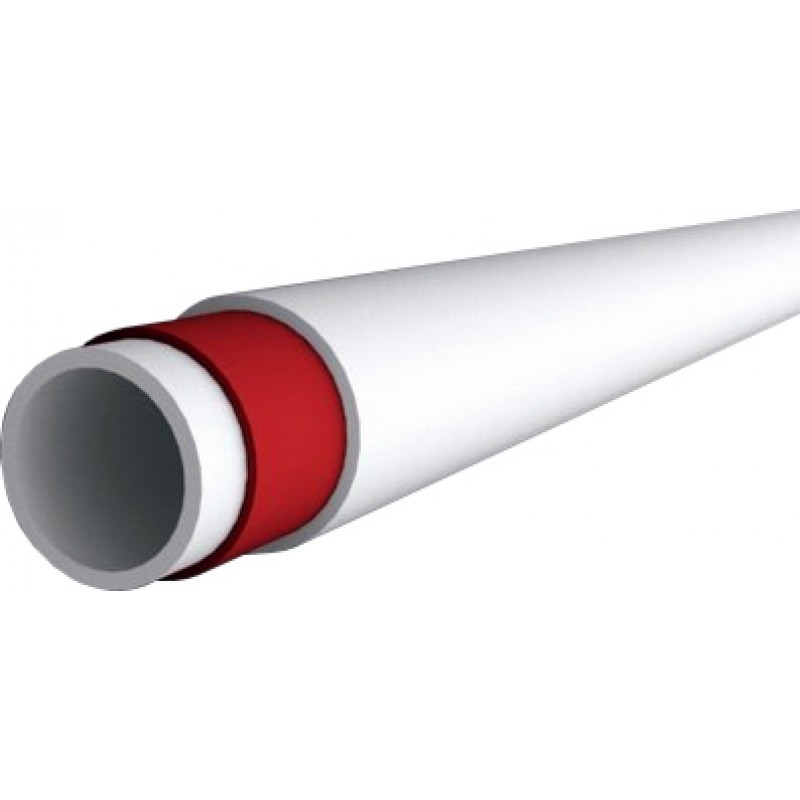
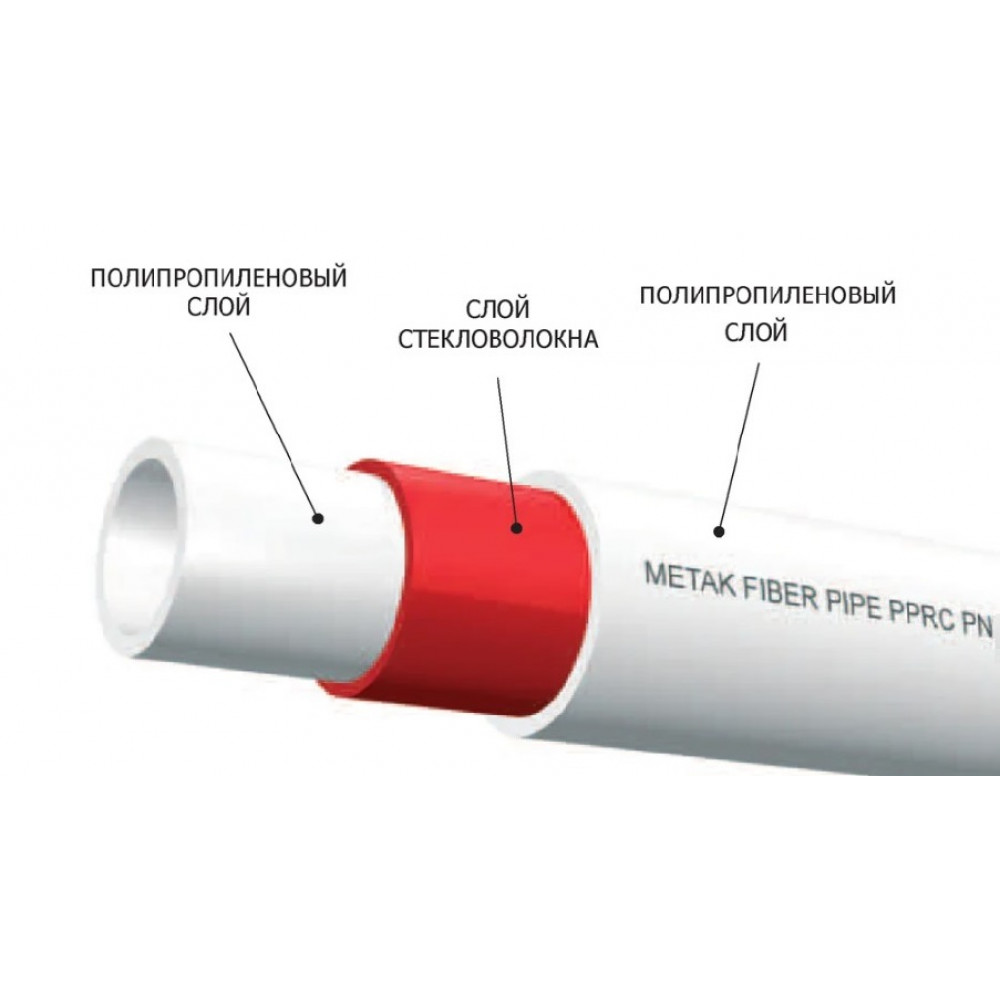
Что такое труба полипропиленовая fiber армированная стекловолокном
Данные изделия представляют собой 3-ех слойные полипропиленовые трубы армированные стекловолокном FIBER.
Они отличаются:
- повышенной стойкостью к коррозионным процессам и химическим воздействиям;
- абразивоустойчивостью;
- гигиеничностью. Благодаря этому свойству, изделия нашли свое применение при монтировании водопроводов с питьевой водой;
- экологической безопасностью;
- длительным сроком эксплуатации;
- простотой монтажа.
Кроме того, изделия по своему использованию – универсальные.
Это проявляется в том, что их применяют:
- при монтаже теплых полов, водяного отопления;
- для подачи горячей, холодной воды;
- в процессе обустройства водоотводных, канализационных систем.
Благодаря конструктивным особенностям стояков, изделие практически не меняет линейных размеров, что очень важно при монтаже отопительных, вентиляционных коммуникаций
Виды стекловолокнистых наполнителей
 Термин «стеклопластики» образован от англ. «FiberGlass» — дословно «стекловолокно».
Термин «стеклопластики» образован от англ. «FiberGlass» — дословно «стекловолокно».
Однако обиходная речь трансформировала этот термин в качестве названия стеклонаполненных пластиков, в которых наполнителями служат различные стекловолокнистые материалы.
По аналогии с железобетоном, стекловолокна выполняют функции арматуры, обеспечивающей жесткость структуры и прочность СПМ, а синтетические смолы связывают нити наполнителя в единую матрицу, создавая монолитную структуру.
Сырьем для производства стекловолокон служит стеклянный лом (стеклобой), источниками для которого являются:
- битое оконное стекло и стеклотара;
- забракованные или битые изделия, создаваемые в производственных условиях.
Отходы стекла поддаются 100%-ной вторичной переработке, что доказывает приоритетность переработки стеклобоя для экономии первичного сырья и поддержания экологической чистоты окружающей среды.
Битое стекло не попадает в почву, не загрязняет полигоны.
Первичное стекловолокно формуют в виде непрерывной стеклонити, вытягивая из расплавленного вторичного стеклосырья элементарные волокна, называемые филаментами.
После дальнейшей переработки из филаментов образуют полуфабрикаты:
- комплексные нити;
- стеклоровинги – пряди из нескрученных волокон (аналог ровницы).
В таком виде стекловолокно как наполнитель практически не применяют.

Полученные полуфабрикаты подвергают текстильной переработке для создания продукции, которая будет уже непосредственно применяться в качестве наполнителя при формовании стеклопластиковых изделий.
Основными видами стекловолокнистого наполнителя являются:
- крученые изделия – шнуры, жгуты, шпагаты;
- сетки тканые и специальной структуры;
- ткани – ленты, маты, холсты.
Эксплуатационные особенности стеклопластиковых труб
Композитные материалы традиционно отличаются высокой прочностью, и стеклопластик – не исключение. Эти изделия могут использоваться при прокладке магистралей различного назначения вне зависимости от климатических условий, давления и агрессивности транспортируемых веществ. Однако применять трубы следует с учетом эксплуатационных особенностей конкретной модели:






- Изделия на основе полиэфирных смол отличаются химической нейтральностью, поэтому незаменимы в нефтеперерабатывающей промышленности. Однако при высоких температурах и давлении их применение невозможно (более 95 градусов и 32 атмосфер);
- Трубы с эпоксидным вяжущим – используются при давлении до 240 атмосфер, температурный предел – 130 градусов. Еще одно достоинство – практически полное отсутствие теплопроводности, что исключает необходимость монтажа изоляции.
Вне зависимости от особенностей конкретного типа стеклопластиковых труб, эти изделия отличаются высокой прочностью, оптимальными эксплуатационными характеристиками, а срок их безаварийной службы в бытовых условиях превышает 50 лет.





